
保温杯滤网冲压模具的设计(含CAD零件图装配图,UG三维图)

保温杯滤网冲压模具的设计(含CAD零件图装配图,UG三维图)(论文说明书19000字,CAD图12张,UG三维装配图)
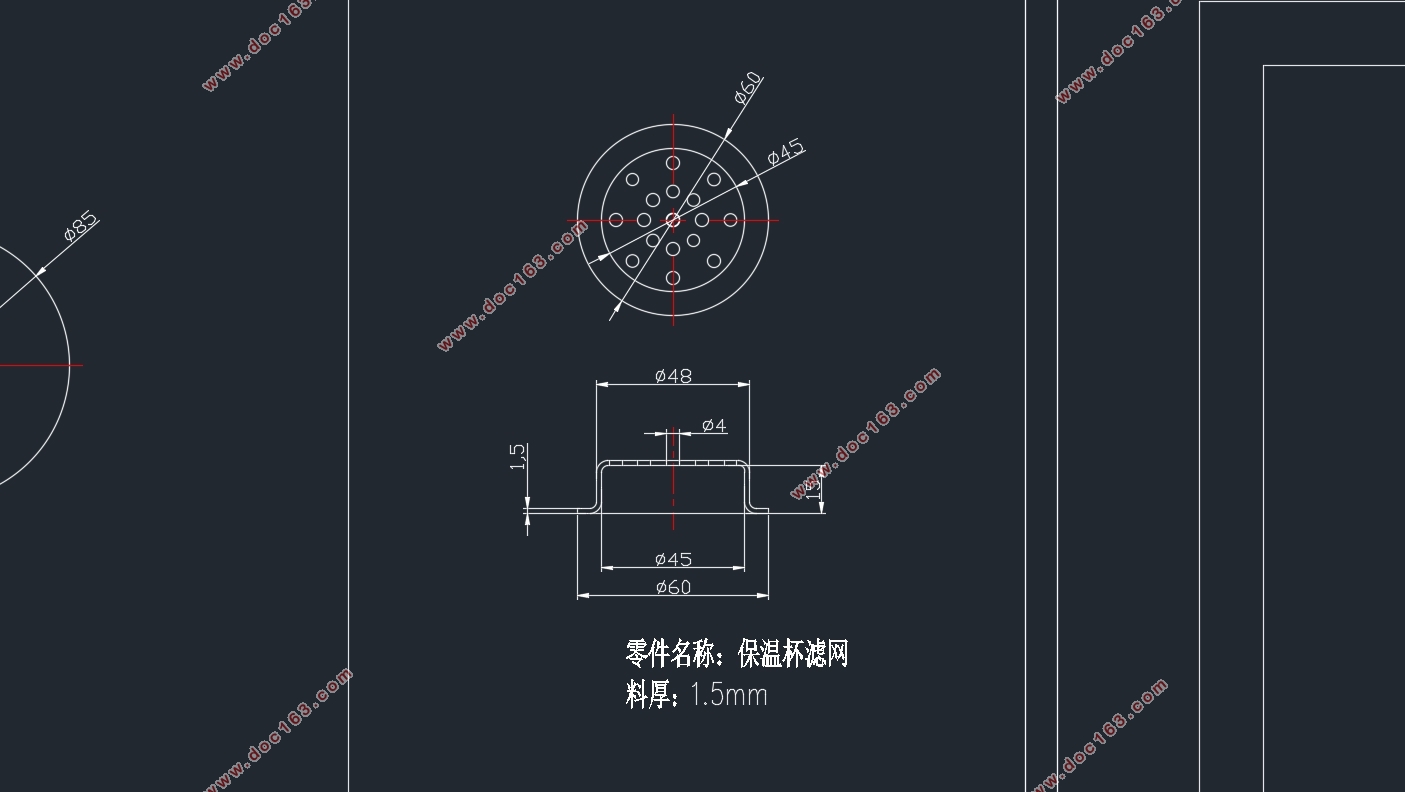
冲压件的工艺性分析
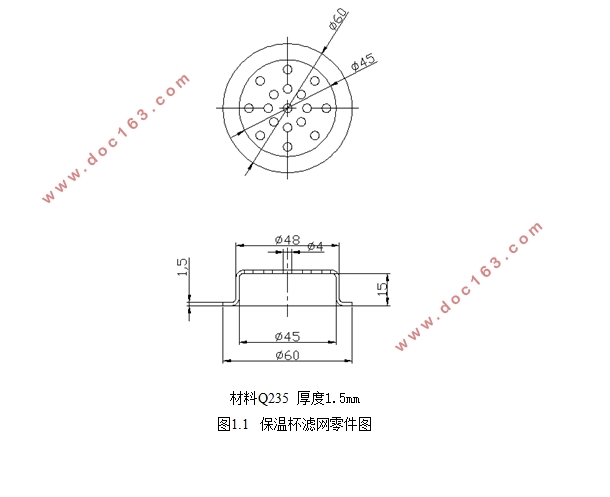
在本次设计中,选用的拉深材料为Q235。 利用CAD二维软件绘制出零件的二维图,如图1.1所示,该零件为L型结构,材料厚度为1.5mm,材质为Q235,该零件可以通过冲孔、落料、拉伸,切边来获得,初步估计该拉伸形状只需要一次拉伸设计。Q235是一种常见的钢材,具有良好的耐热性,因此广泛的应用于生活、生产制造等各个领域,例如,食品加工设备、化学生产设备、能源设备等,同时该材料具有良好的耐低温特点,并且不易被磁化。Q235能够抵抗焊接带来的腐蚀,同时能够耐酸耐碱等。
力学特性:
拉伸强度:
屈服极限:
伸缩率:
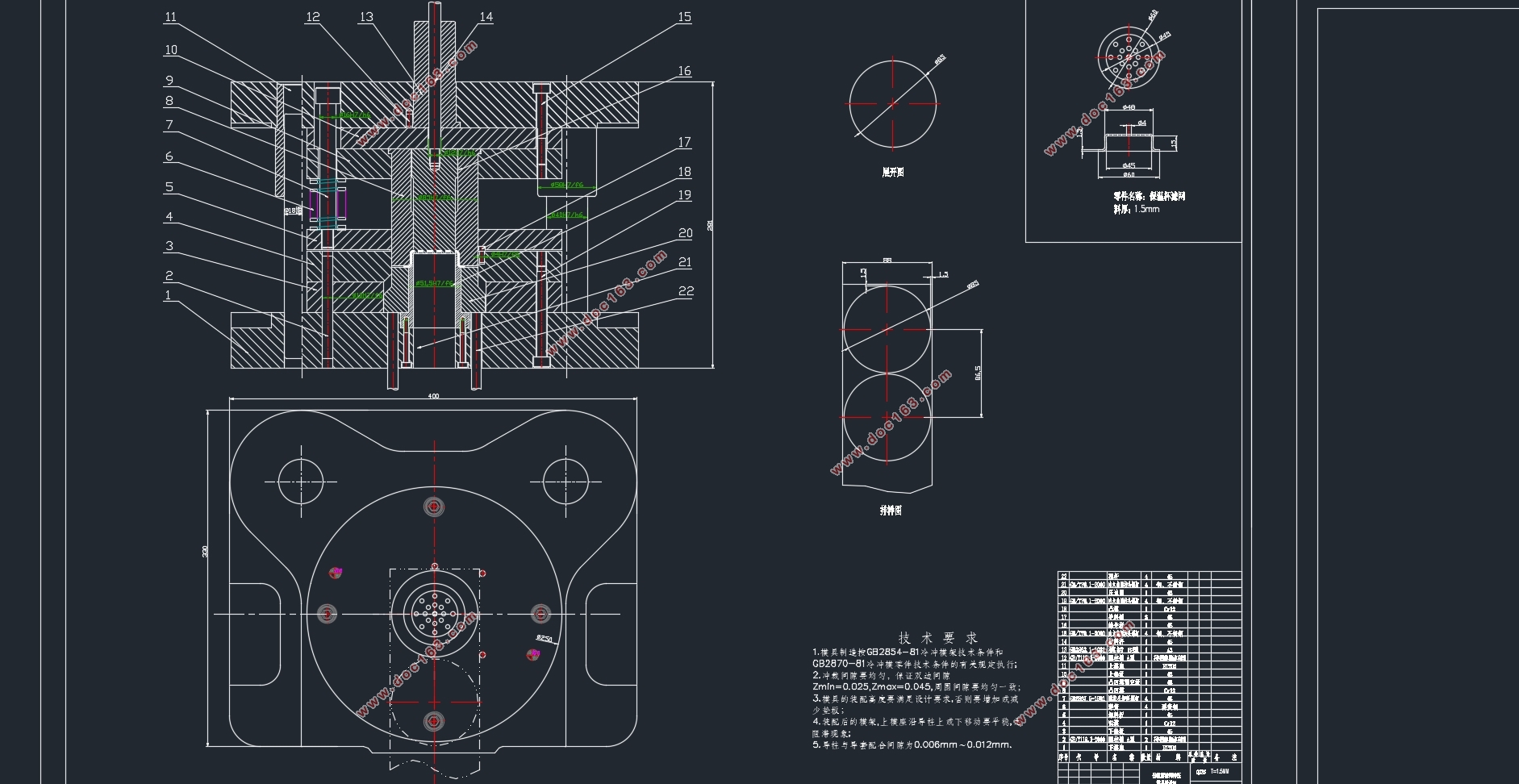
2.2 冲压工艺方案的确定和分析
在此一次确定保温杯滤网的所有工艺方案,从结构和工艺上分析可以看出有冲孔、落料、拉伸,切边等工序,下面拟定三种冲压方案进行比较,选出最佳的冲压方案。
零件从结构和工艺上分析可以看出有冲孔、落料及拉伸,切边,其中该零件的冲孔切边较为简单,其中最复杂的是零件工艺拉伸。下面拟定3种冲压方案进行比较,选出最佳的冲压方案。通过对保温杯滤网的整体分析,可以确定保温杯滤网的基本加工工序主要有落料、冲孔、拉伸、切边四个工序,由基本工序可指定以下工艺方案:
[资料来源:https://www.doc163.com]
方案1:每个基本工序按顺序设计模具进行加工;
方案2:落料与拉伸冲孔做复合模;
方案3:采用多工位级进模。
工艺分析: 如图2.1所示, 在此确定保温杯滤网的所有工艺方案,该工件需要的工序有落料冲孔,拉伸,针对两种工序,列出三种可行的方案,分别是单工序模、复合模和级进模,下面将对这三种方案分别进行详细的分析,分析出在本次保温杯滤网的模具设计之中,最为合适的模具形式。
本次设计有拉伸、落料、冲孔工序,因此可选用的模具冲裁方案有三种:单工序模具,复合模具以及模具。
①采用单工序模具对所有工序进行冲裁和成型,即设计圆形保温杯滤网零件所需要的模具有:落料单工序模具,冲孔单工序模具,以及拉伸单工序模具。虽然单个模具的结构简单,制造成本低,但是需一共需要三幅模具,在每一次的半成品定位中,容易产生工件的定位偏差,因此产品的精度低,并且三幅模具的制造成本相加相比于复合模以及级进模更高,效率最低,因此本次设计将不采用单工序模具设计方案;
②采用复合模具和单工序同时加工的形式,将落料冲孔工序组成一幅落料冲孔复合模,再通过落料冲孔复合模生产出的半成品进行拉伸单工序模具的生产。该种方案相比于单工序来说,减少了一幅模具的定位偏差,精度较高,但是同样需要两幅模具,模具的制造成本同样偏高,并且不能够一次对所有工序进行冲裁和成型,效率较低,因此本次设计同样不采用复合模具加单工序的方案;
[资料来源:http://doc163.com]
③采用级进模形式,直接利用一副级进模对所有工序进行冲裁和成型,级进模的模具形式对于多个工序的复杂型工件来说,不管是效率还是制造成本,相比于单工序模具以及复合模具都为最高,虽然级进模中由于条料的送进,同样会出现多次定位,但是在设计级进模时,会在条料中均匀布置导正销,以对条料起到精确定位的作用,因此,不管是从生产的效率,还是制造的成本等方面来看,级进模都是本次设计圆形保温杯滤网工件的最佳方案。
经过比较分析上面3种工序方案可以得出以下结论:
方案1就是每个基本工序都设计模具,虽然有可能得到质量较好的模具,但是生产效率实在是低下,不符合正常零部件生产速率要求;
方案3的理论效率很高,但是设计十分困难,就算设计出来,由于工序工位多,在试模或者是成产中也会遇到各种问题,如果生产出来的制件报废,反而会减低效率和造成经济损失;
方案2显然比较中和,避免了两个方案的缺点,所以我选择方案2的工序方案。
先设计出落料拉伸冲孔来完成这次设计。
综上,本次圆形保温杯滤网工件采用了第2种方案复合模形式设计。
目 录
摘 要 1
ABSTRACT 2
目 录 3
[版权所有:http://DOC163.com]
第一章 绪论 5
1.1模具工业在国民经济中的作用 5
1.2冲压模具的发展现状 6
1.3发展方向 8
1.4课题内容和选题的意义 9
第二章 冲压的工艺方案设计 11
2.1 冲压件的工艺性分析 11
2.2 冲压工艺方案的确定和分析 11
2.4 计算毛坯尺寸 13
2.5 计算拉深次数 14
2.6 排样方案的确定 16
27 搭边的选取 17
2.8送料步距、条料宽度及板料间距计算 18
2.8.1 送料步距 18
2.8.2条料宽度及板料间距的计算 18
2.8.3 材料利用率计算 19
第三章 冲压工艺的计算 20
3.1 计算凸、凹模刃口尺寸和公差 20
3.2 计算工艺力、初选压力机 22
3.2.1 计算工艺力 22
3.2.1 卸料力、推件力、和顶件力的计算 24
[资料来源:http://www.doc163.com]
3.2.2 初选压力机 26
3.3 压力中心的计算 27
第四章 模具结构设计 28
4.1凸模和凹模设计 28
4.1.1 拉深凸模 28
4.1.2 落料凹模 29
4.1.3 凸凹模 30
4.2卸料和压边方法设计 31
4.3定位位零件的设计 32
4.4柱、导套的选用 33
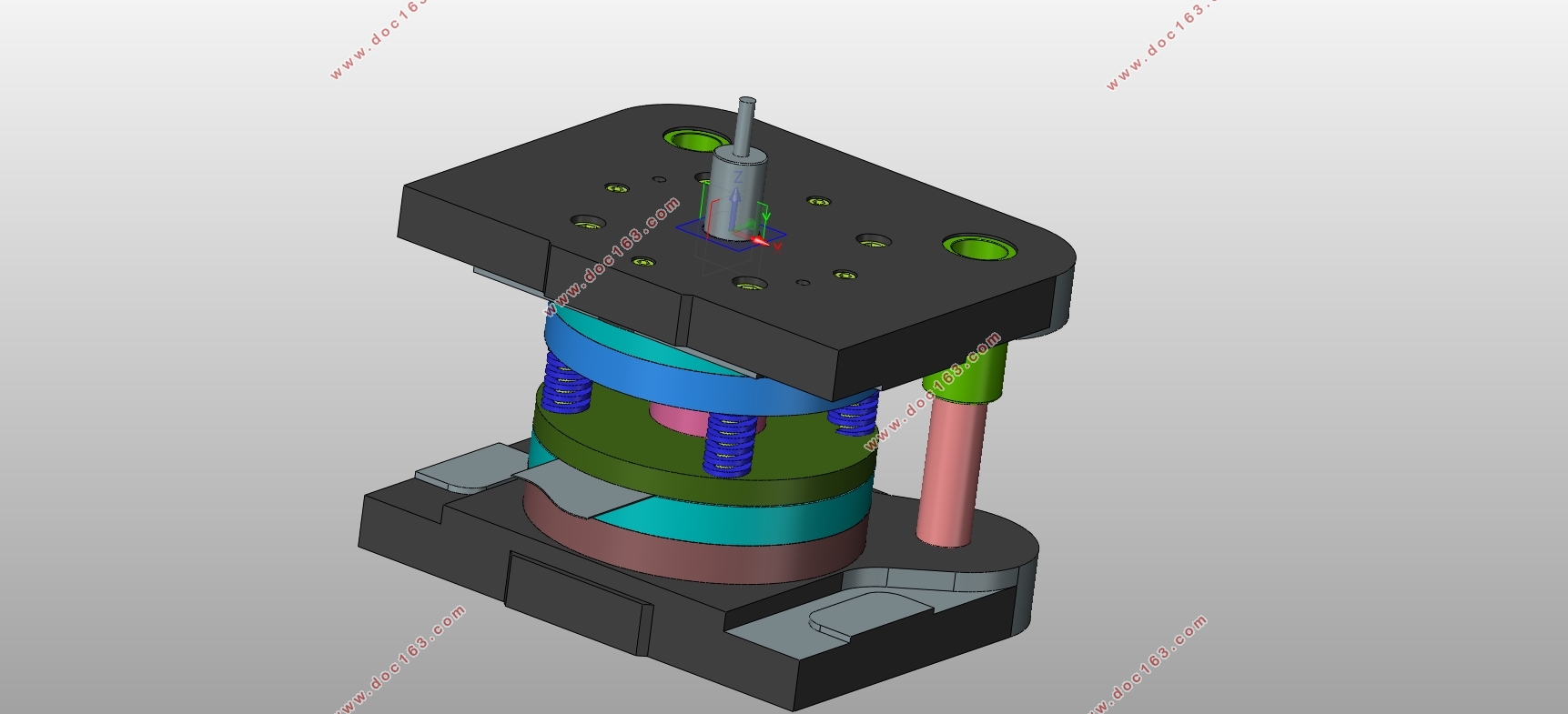
4.5模架及装配的设计 33
4.6模具工作过程 36
4.7 模柄 36
4.8 卸料装置 36
4.9 其他支撑与固定零件 37
总 结 38
致 谢 40
参考文献 41
[资料来源:http://Doc163.com]
上一篇:接线盒的冲压工艺与模具设计(含CAD零件图装配图,UG三维图)
下一篇:公共汽车安全扶手注塑模具设计(含CAD零件图装配图,UG三维图)