
��ʱƤ������������ģ�߽ṹ�������Ż�(��CADͼ)

1.����ע���¼,֧��������ʾ�������ɻ�ȡ������.
2.��������ҳ���ܵ�Ϊ,���غ���ˮӡ.����ѧϰ�ο�֮��.
�� �� �� ��������
��ʱƤ������������ģ�߽ṹ�������Ż�(��CADͼ)(������,���ķ���,����˵����13000��,CADͼ3��)
ժҪ
���ĸ�����������������һ����ģ�ߣ�ͬʱ����������Ԫ����hypermeshģ������˾���ģ�ߵ�ǿ�Ⱥնȣ���ģ�߹ؼ���λ�����ͷ��ģ�ij�ñ���ʩ���˲�ͬ�غɣ�Ȼ�����ģ�⣬�о��˾���ģ���ص㣬��������������ս����Ӱ�졣����ھ���ģ�ߵ���ƺ��Ż�����һ����ָ�����塣
������Ҫ�о���ģ�ߵ�����Լ�ģ�ߵĸնȺ�ǿ�ȡ��ȸ�����������ģ�ߣ����еĹ��շ�����������ѡ����ػ����Ⱦ��ο���ѹ�ֲᡣ�ٻ���CADͼ��ͬʱ��ģ�ߵ���ά���ͻ��Ƴ��������뵽����Ԫ������ȥ����������ģ�������Ż����幤�գ��Ľ�ģ�߽ṹ��
ģ����������ģ�ߵ��ڳ�ͷ�п��Լ�����ģ�ı��ڴ����������Ӧ�����ֱ�Ϊ1680MPa��1241MPa�����ڳ�ͷ�������Լ�����ģ�ı��ڴ����������Ӧ�䣬�ֱ�Ϊ0.273μm��0.582μm�����ѡ�ÿ���ǿ�ȴ���3600MPa��ģ�߸ֿ��Կ˷�ǿ�����⣬��Ӧ��ֵ��û�г���������Χ��ֻ���ģ�ߴ��ʹӲ�ȴﵽ60HRC���ɣ�ͬʱ������ģ���ڴ����ö���װ��֧�ű��ڣ���С���ڵı��Ρ�
�ؼ��ʣ����幤�գ�ģ����ƣ�ǿ�ȡ��նȷ������Ż� [������Դ��https://www.doc163.com]
Abstract
A fine blanking die was design in the paper, and the paper simulates and analyses the strength and rigidity of a fine blankingdie with the aid of finite element software, and different loads were applied to some critical parts of the die such as punch pin and blanking punch, then conducts the simulation and researches the characteristic of fine blanking die. Meshes were also analysed for the influence of final result. The results derived from paper have great significance for designing and optimizing the fine blanking die.
This paper mainly research the design of die and the strength and rigidity of critical parts in die. It starts with the design of die, and process analysis, layout, the choosing of parts refer to Die Handbook. Then the CAD drawings were drawn and modeling was completed. Finite element software will simulate the model and optimization is dependent on the result of simulation.
The result of simulation shows that inner punch edge and blanking punch thin wall will appear the biggest stress, which are 1680MPa and 1241MPa respectively; as well as the center of inner punch and blanking punch thin wall will appear the biggest strain, which are 0.273μmand0.582μm. Therefore it can use Cr12MoV whose tensile strengthexceeds 3600MPa to overcome this problem, and strain value does not exceed the permissible limits. So it just needs to make sure that mold hardnessachieve 60HRC after quenching, and material ejector setting supports thin wall in blanking punch for reducing deformation. [������Դ��Doc163.com]
Keywords: fineblanking process; die design; strength and stiffness analysis; optimization
2.2 ��ѹ����������ѹ������
���������Ҫ�������ʱƤ������������ṹ�������Ż�����˾���Ҫ��Ŀ�����ʹ�þ��幤���������������졣���ܳ�õľ��ȵȼ����Ϻ���[6]����ΧΪIT7~IT9����
����Ŀ����������Ƿ�����֪����һ������Բ��ͨ�ף�����һ����״�������ä�ף���������Ƽ���Ҫ�����������Ӱ��������룬���Ƕλ�ij�ѹ���̡�����ģ�Ĺ���ԭ���ǽ�������зֲ������γ��ͣ����ҹ���Ҳ�Ƚϼ�Ŀ����ȷ��������ǿ��Բ��ü���ģ��
2.2.1��ü��ľ��ȷ���
(1) ��ü��ľ���
��ü��ľ�����������ģ�߾��ȵģ�һ��ģ�ߵ����쾫��Խ�ߣ���ü��ľ���Ҳ��Խ��[7]����ü��ľ����������ȼ����ֱ��Ǿ��ü����Ⱥ;��ܼ����ȡ������ҵ���������ƾ���ģ�ߣ������Ҫѡ���ܼ����ȡ���ģ�ߵĹ����������쾫��ΪIT7�����ϡ�
(2) ��ü��ijߴ繫��
��ü����Σ����ϣ��ijߴ繫�����ã� ������ף���ͨ�ף��ijߴ繫�����ã� ��
(3) ��ü����ж������ֲڶ� [��Ȩ���У�http://DOC163.com]
��ü����ж���Ĵֲڶ�һ��ΪRa>12.5μm����ü��ļ��ж���������������Ϻ������ʣ�ģ��϶�Լ��п���״���й�ϵ��
(4) ���ܳ�ü��ijߴ羫��
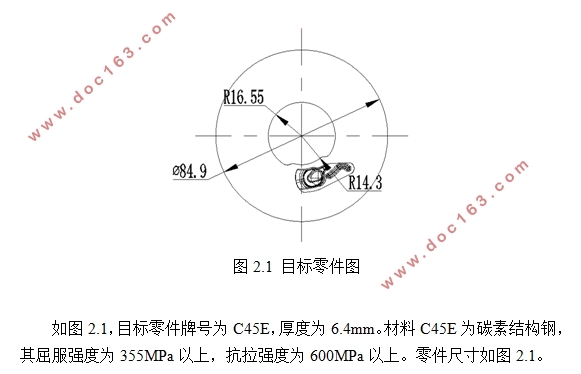
���ܳ�õļ������ڽ�����������ѹӦ��״̬�������ڼ������ڵ�˺�Ѻͽ����ĺ��������ĵ�����ֹ[8]�����ڱ��λ�������ͨ��ò��ܴ��ܳ�õĶ��������ͱ��澫�ȱ�����ͨ���Ҫ�ߵĶ�[9]���Ϻ�Ϊ6.4������ǿ��σbΪ600MPa���ϣ����侫�ȵȼ�Ϊ������IT8������IT8�����Ϊ±0.03mm��100mm�����ϵ�ƽ������Ϊ0.080~0.035mm��
(5) ������ü�������ë�̸߶�
ë�̵ľ��ȵȼ���Ϊ������A��Ϊ���ܼ���������Ҫ��ϸߵij�ü�����45�ֵĿ���ǿ�ȣ����Ϻ�Ȳ���ɵ���ë�̸߶�Ϊ0.07~0.17mm��
2.2.2 ��ü��Ĺ��շ���
��ü��Ĺ�����Ҳ���ǿɳ�õij̶ȣ����Ƽ������Ρ��ߴ�ȼ���Ҫ��Գ�÷�������Ӧ�̶ȡ������ù����ԽϺã����ܹ����ٳ�ò��裬��ģ�ߣ����Ч�ʣ����ͳɱ���
(1)��������ε�Ҫ��
�Ƽ�����̫�����ڼ���ģ���Ϻ�ӦС��5mm,�����ǵ��Ϻ�Ϊ6.4mm������ƫ���͡��Ƽ������β���̫������õ�����һ����300mm���£�̫��ᵼ��û�п��õ�ѹ������ѡ��Ŀ�����������γߴ�Ϊ85mm������Ҫ������Ӧ�Գƣ��ٷ��ϡ� [��Ȩ���У�http://DOC163.com]
(2)�Գ���ߴ��Ҫ��
���ʱ����С�ߴ������״�����ϵ���ѧ���ܺͲ��ϵĺ�ȵȾ��й�ϵ�����ڿ���ǿ�ȴ���700MPa�ĸֲģ�Բ��d�R1.5t��d=33.1mm>1.5×6.4=9.6mm������Ҫ��

[��Դ��http://Doc163.com]
Ŀ¼
��1������ 1
1.1Ŀ�ļ����� 1
1.2 �������о���״ 1
1.3�о�����ƣ��Ļ������ݡ�Ŀ�ꡢ����õķ�������ʩ 2
1.3.1�о�����Ҫ���� 2
1.3.2�о���Ŀ�� 2
1.3.3����õķ�������ʩ 3
��2�����ģ�߹��� 4
2.1ģ����������� 4
2.2 ��ѹ����������ѹ������ 4
2.2.1 ��ü��ľ��ȡ�����ֲڶȺ�ë�� 4
2.2.2 ��ü��Ĺ����� 5
2.2.3����ѡ�ó�ü�϶ 5
2.2.4 ���ģ����ģ�пڳߴ缰���칫���ȷ�� 5
2.2.5������ļ��� 6
2.3�������Ż� 7
2.4ģ�߲��������ѡ�� 8
2.5 ����ģ 8
2.5.1 ����ģ�Ĺ�����Ҫ�� 8
2.5.2 ģ 8
2.5.3 ģ��ǿ������ 9 [��Դ��http://www.doc163.com]
2.5.4 ��ģ 10
2.6 ����ģ�ṹ�����йػ�������� 10
2.6.1 ģ�� 10
2.6.2ѹ���� 10
2.7 ������ 10
��3�»���CADͼֽ�Լ���ά��ģ 11
3.1 CADͼֽ�Ļ��� 11
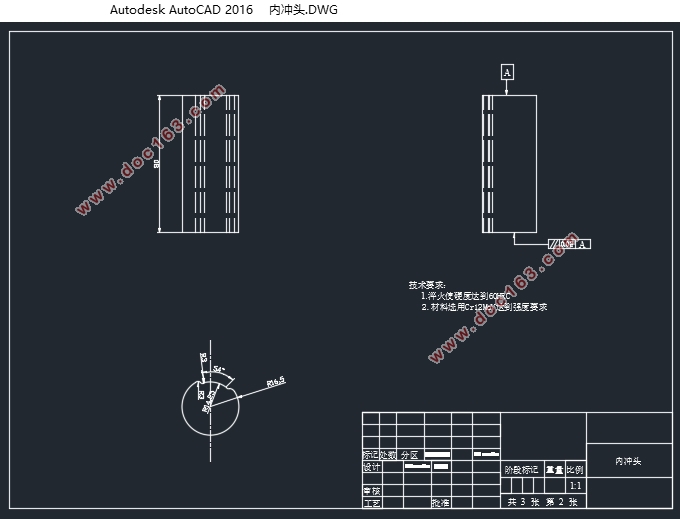
3.1.1 �ڳ�ͷ 11
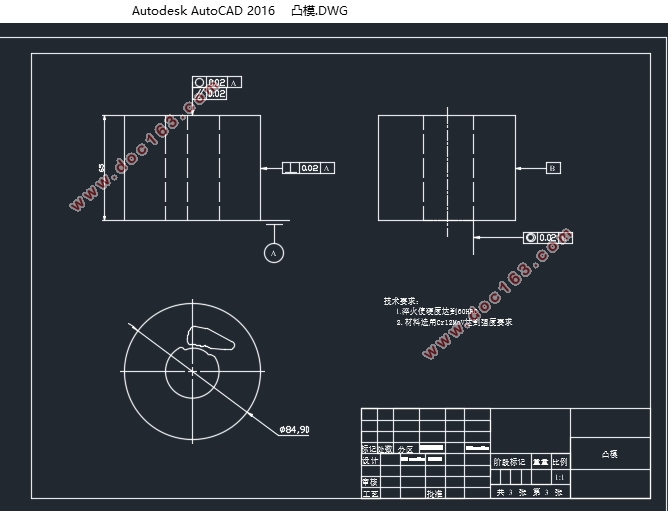
3.1.2 ����ģ 12
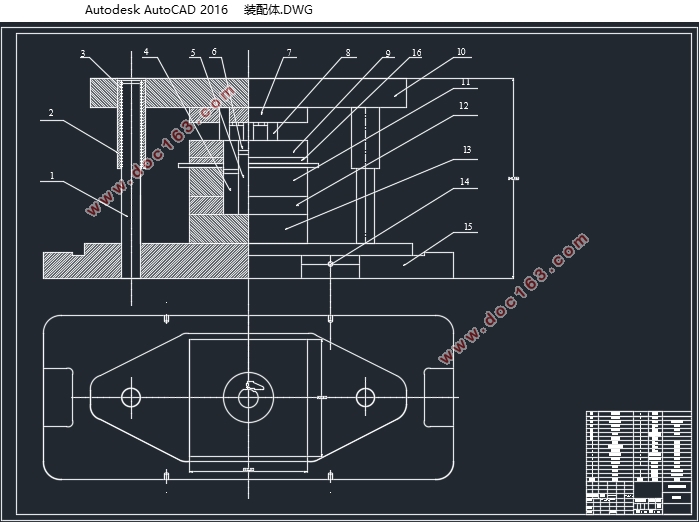
3.1.3 װ��ͼ 13
3.2 ��ά��ģ 14
3.3������ 15
��4�� Hypermeshģ����� 16
4.1 Hypermesh���� 16
4.2 Hypermesh����ԭ������������ 16
4.3 Hypermeshģ�ⲽ�� 16
4.3.1������ά�����ļ� 16
4.3.2�������� 18
4.3.3���� 19
4.3.4�������� 20
4.3.5����Լ��������� 21
4.3.6��鼰ģ�� 22
4.4 ������ 22
��5��ģ��ǿ�ȸնȷ������Ż� 23
5.1��������� 23
5.2�ڳ�ͷǿ�ȷ������Ż� 24
5.3�ڳ�ͷ�ĸնȷ������Ż� 26
5.4 ����ģ��ǿ�ȷ������Ż� 28
5.5����ģ�ĸնȷ������Ż� ……………………………………………...29
5.6������ 30
��6�½�����չ�� 31
����� 32
��л 33 [������Դ��http://doc163.com]
��һƪ�������͵dz�ѹ������ģ�����(��CAD���ͼװ��ͼ)
��һƪ�����ݳ����б�ģ�����(��CADװ��ͼ)