
方盖零件冲压模具设计(含CAD零件装配图,UG三维图)
资料介绍:
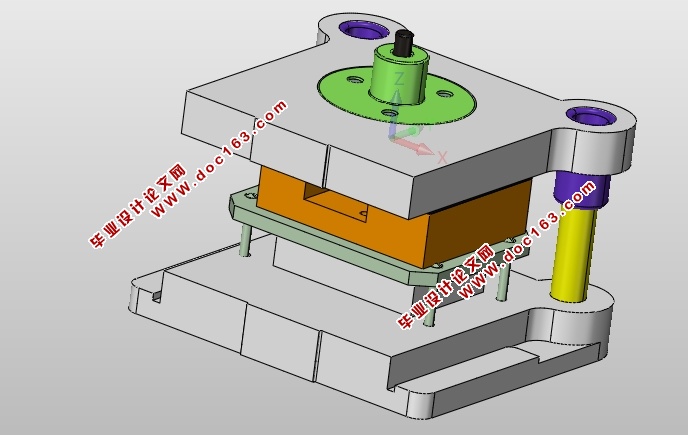
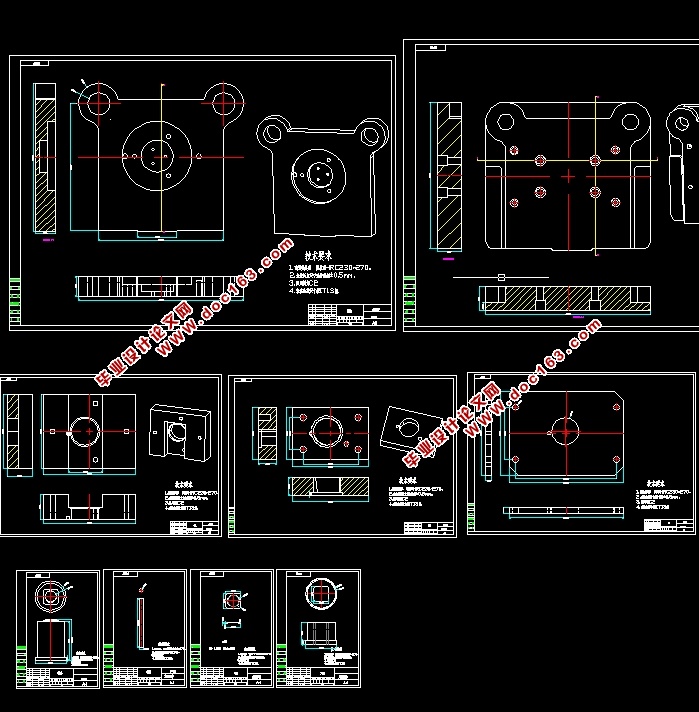
方盖零件冲压模具设计(含CAD零件装配图,UG三维图)(任务书,论文说明书7900字,CAD图纸10张,UG三维图)
摘 要: 模具是制造业的重要工艺基础,在我国模具制造属于专用设备制造业。本设计是方盖零件冲压、拉伸模设计,冲模的结构性能直接反映了冲压技术水平的高低。选用材料时应考虑模具的工作特性,受力情况,冲压件材料性能,冲压件的精度,生产批量以及模具材料的加工工艺性能和工厂现有条件等因素。冲床的选用主要是确定冲床的类型和吨位。板料冷冲压加工是机械加工的一个重要组成部分。它应用十分广泛。但由于传统的加工存在着冲压工艺方案选择不合理、冲压间隙选择过大,压力机不相匹配等问题。本文就以方盖零件壳冲压、拉伸模设计主要介绍了冲压模具设计的全过程:
1.经工艺分析工艺计算,间隙值的选择,确定了该设计工艺流程及冲模结构形式。
2.同时对所设计的模具分别进行了分析说明,
3.对压力机做出了合理的选择,
4.整个过程采用AutoCAD软件绘制模具的二维装配图和个别零件图。
关键字:冲压模;拉伸模;方盖零件;冲压间隙;冲压工艺。
2 设计任务书
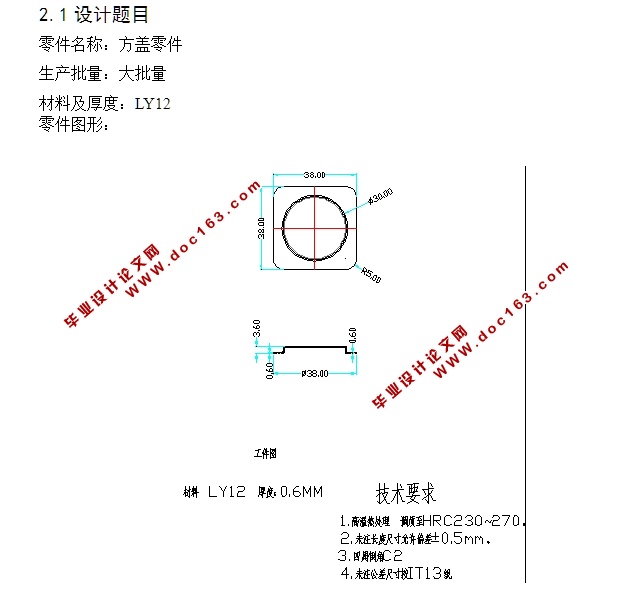
2.1设计题目
零件名称:方盖零件
[来源:http://www.doc163.com]
生产批量:大批量
材料及厚度:LY12
零件图形:
3 冲压工艺分析
冲压件的工艺性是指从冲压工艺方面来衡量设计是否合理。一般的讲,在满足工件使用要求的条件下,能以最简单最经济的方法将工件冲制出来,就说明该件的冲压工艺性好,否则,该件的工艺性就差。当然工艺性的好坏是相对的,它直接受到工厂的冲压技术水平和设备条件等因素的影响。以上要求是确定冲压件的结构,形状,尺寸等对冲压件工艺的实应性的主要因素。根据这一要求对该零件进行工艺分析。
3.1 几何形状
该冲压件外形简单,形状规则,。
3.2 最小边距
经计算零件的冲压边距为20mm大于最小冲压边距1.5t=1.5x0.5=1.2.5mm、,所以零件适合拉伸成型。
3.3 冲压件的精度和断面粗糙度
由于零件内外形尺寸均未注公差,属自由尺寸,可按IT14级确定工件尺寸公差,经查公差表得各尺寸公差分别为:
3.5 材料
Q235普通碳素结构钢又称在A3板。 普通碳素结构钢-普板是一种钢材的材质。
结论:此零件适合冲压
[版权所有:http://DOC163.com]


[版权所有:http://DOC163.com]
上一篇:烫头塑件注塑模具设计(含CAD零件装配图,PROE三维图,模流分析)
下一篇:冰箱塑料配件注塑模具设计(含CAD图,UG三维图,模流分析,CAE分析)