
车床尾座体加工工艺及加工φ22孔夹具设计(含CAD零件图装配图)
车床尾座体加工工艺及加工φ22孔夹具设计(含CAD零件图装配图)(论文说明书9500字,CAD图6张,工艺卡,工序卡)
摘 要
在当今社会,机械制造业占有一个举足轻重的地位。时代在进步科技在不断发展,伴随着机械工业技术的不断发展和革新,工艺流程的设计也发生了很大的改变。从而提高了加工制品的品质、性能,并大幅度地提高了生产效率。
本文的研究内容是:对车床尾座体零件的精度及尺寸、材料、加工技术条件进行全方位的解析。第一步先确定零件的毛坯形式,毛坯形式是根据车床尾座体零件的外形和材质来最终决定的;该方案所用的车床尾座体零件为铸件,此毛坯形式不仅节约了生产成本,而且还提高了生产效率。
首先,针对工件的构造特征,材料性质,热处理性质安排工艺流程。基本流程是先对易于加工平面进行铣削加工,然后在工件表面上进行孔槽的加工。根据具体工艺中的特定工序,设计出相应的加工夹具,辅助实现工件在机床上的成批加工。
关键词:车床尾体;毛坯形式;加工夹具
ABSTRACT
Machinery manufacturing occupies an important position in modern society. With the development of the times, the development of science and technology, the technical level of the machinery industry has been continuously improved, and the design of the process has also undergone tremendous changes. In this way, the quality and performance of the processed products have been improved, and the production efficiency has also been greatly improved.
[来源:http://Doc163.com]
The main work of this paper is to conduct a comprehensive analysis of the precision, size, material and processing technology of the automobile rear seat parts. The first step is to determine the blank shape of the workpiece, which is determined according to the shape and material of the lathe; the back seat body of the lathe used in the present invention is cast. Such a space structure can not only save production costs, but also increase production efficiency.
First, the process is designed according to the requirements of structural characteristics, material properties and heat treatment performance. The basic technique is to mill an easy-to-machine plane first, and then make holes and grooves on the surface of the workpiece. For a specific process, a suitable processing tool is designed, and the parts on the machine tool are mass-produced.
Key words: lathe rear bracket; empty table; rack
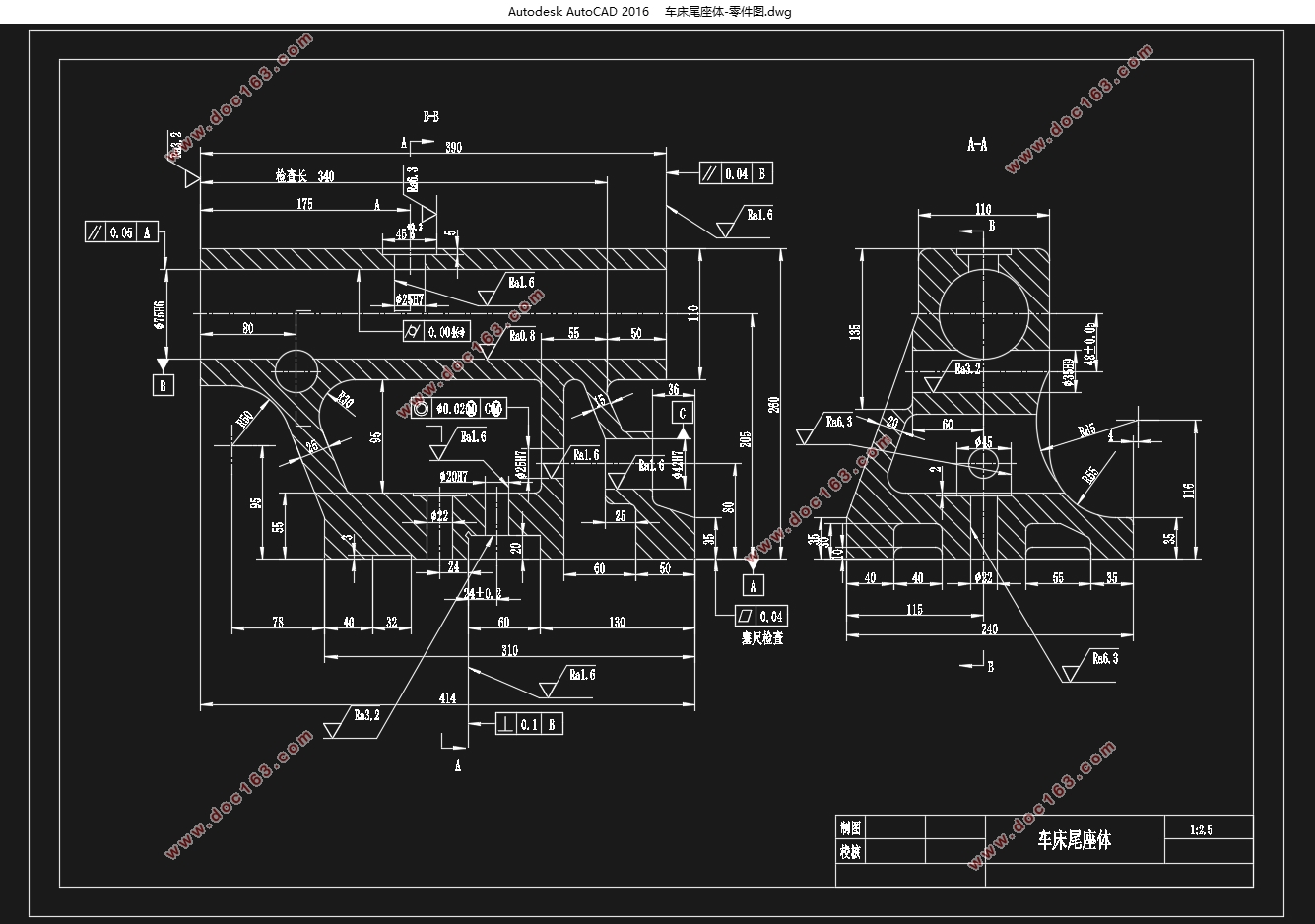
2.1 零件的作用
车床尾座体是车床结构中的一个关键部件。它的作用是辅孔和支眼。后座固定在汽车上在底部导向器的右侧,尾部支架上的套管可以被固定在中间,用以支持右侧的工作(也就是中央钻孔)。也能安装钻头,铰刀,孔加工,也能安装攻丝工具,圆齿套圈螺丝工具加工内、外螺纹。可沿着尾部支承轨道垂直调节,再按压后支座固定手轮,使尾部支承保持在预定的状态,同时摆动尾部手轮。完成了在工件的顶端纵向进给,松开或切断。为确保尾部顶盖的充气准确性,应确保其充气的准确性。该套管可在可收缩的冲程中保证上套管的弹性和尾部阀体的孔径不会松散。另外,应该保证在伸缩冲程的长度上,上部设备的中线和床身上的轨道是一致的。所以,对高质量的机床后座架进行加工和优化设计显得尤为必要。这一次的课题是“车床尾座体零件加工”。车床尾座体是目前市场上卧式车床上面常见的零件而且它很重要。Φ75H6的孔与顶尖研配,底面与工作台相连,通过Φ20mm孔用螺栓将“尾座体”紧固在工作台上。主要作用是固定顶尖。圆柱体形的部分有一个Φ75H6孔,并且有一个Φ25孔 ,顶尖穿过Φ75H6孔,将螺钉拧紧,这样就将顶尖固定。
[资料来源:http://Doc163.com]
目 录
摘 要 I
ABSTRACT I
1 绪论 1
1.1课题背景及意义 1
2 零件的工艺分析 3
2.1 零件的作用 3
2.2 零件的分析 4
2.3车床尾座体加工加工方案加工顺序的排布 4
3 确定毛坯的种类和制造方法 6
3.1确定毛坯的制造形式 6
3.2 机械加工余量、工序尺寸的确定及毛配尺寸的确认 6
3.3 车床尾座体加工定位基准的选取 6
3.3.1 粗基准的选取 6
3.3.2 精基准的选择 7
4 拟定工艺路线 8
4.1确定工艺路线 8
4.2 确定机床切削用量及基本工时 9
4.2.1主要工序的机床切削用量 9
4.2.2基本工时的计算 11
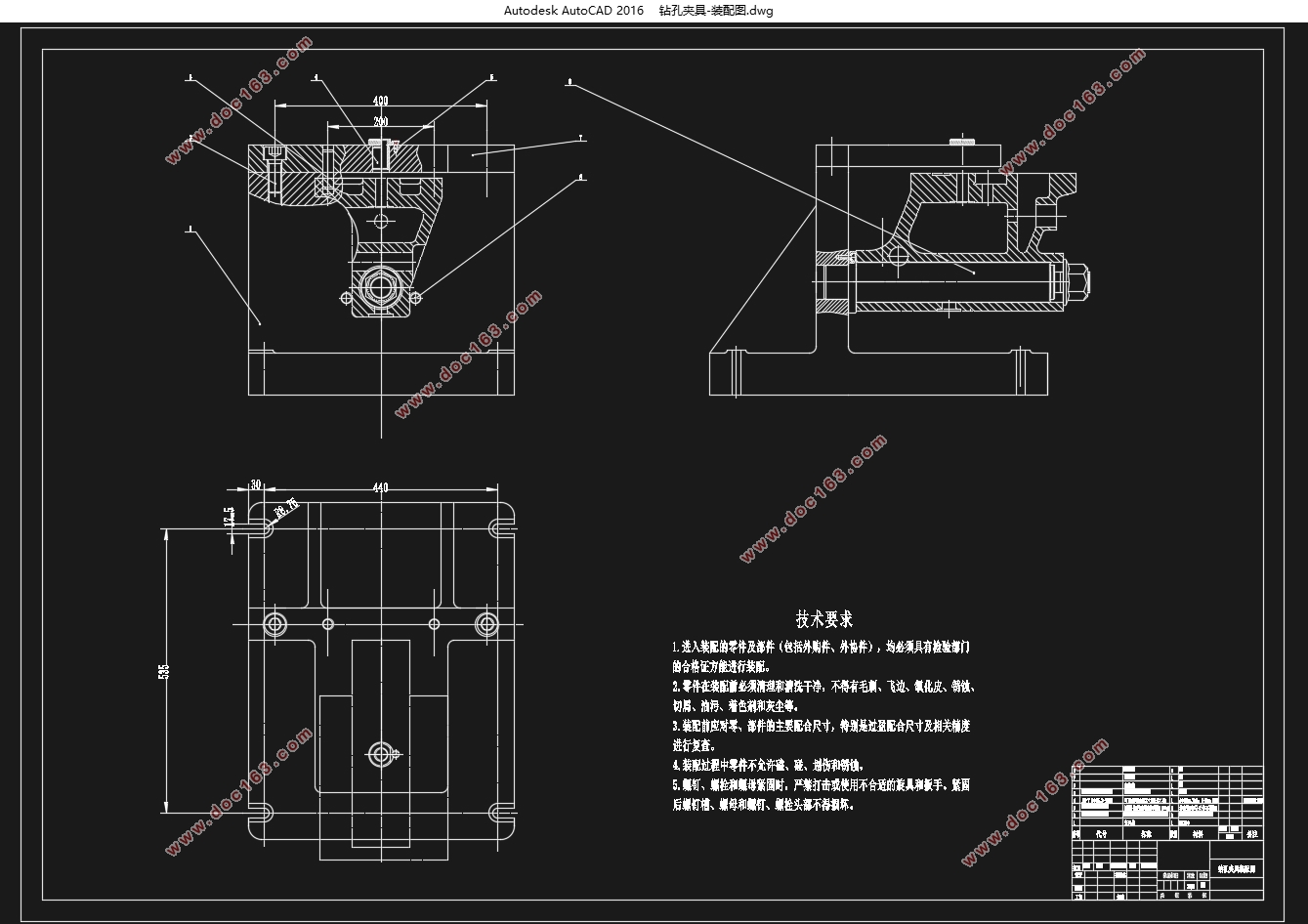
5 夹具设计 14
5.1 夹具的夹紧装置和定位装置 14
5.2 工件在夹具中的定位 14
5.3 夹具的组成 14
5.4夹具的基准设计 15
5.4.1选择定位基准 15
5.4.2切削力及夹紧力的计算 15
5.5定位误差的分析 15
[来源:http://Doc163.com]
5.6 确定夹具总体结构 16
5.7 夹具图纸的绘制 16
5.7.1 CAD绘图 16
5.7.2 绘制方法 18
结 论 19
参考文献 20
致 谢 21 [来源:http://www.doc163.com]
上一篇:商务车离合器壳体T1、T2面铣削加工工艺装备设计(含CAD夹具图)
下一篇:螺杆式空压机轴承座的工艺及夹具设计(含CAD零件图装配图)