
某四缸发动机缸体两端面孔加工及工艺装备设计(含CAD夹具装配图)

某四缸发动机缸体两端面孔加工及工艺装备设计(含CAD夹具装配图)(任务书,开题报告,外文翻译,论文说明书10600字,CAD图4张)
摘 要
众所周知,汽车制造产业是我国的重要经济支柱产业之一,随着科学技术的发展,市场的需求也水涨船高,消费者们对汽车的质量、性能和安全可靠性等方面的要求也是越来越高。
一辆各方面品质都优良的汽车,首先得拥有一颗强大的“心脏”,这颗“心脏”就是汽车的发动机。而缸体则是发动机各系统和机构的装配载体,是发动机最核心、最关键的零部件之一,它结构复杂,加工技术要求高,缸体的加工制造对发动机的质量、性能和使用寿命都有着重要的影响。而缸体端面孔的加工又是缸体生产最关键的工序之一,缸体孔的加工质量将直接决定发动机的品质。因此,研究发动机缸体端面孔的加工及工艺装备设计成了本文的主要研究内容。
本文以某一四缸发动机缸体为研究对象,通过实际考察和查阅资料,对发动机缸体孔的加工进行工艺分析,研究内容大致可以分为两部分:第一部分主要阐述组合机床的设计,如底座、滑台、多轴箱等通用部件的选用;第二部分主要阐述如何进行夹具的设计,包括夹具的定位,夹紧方式等。
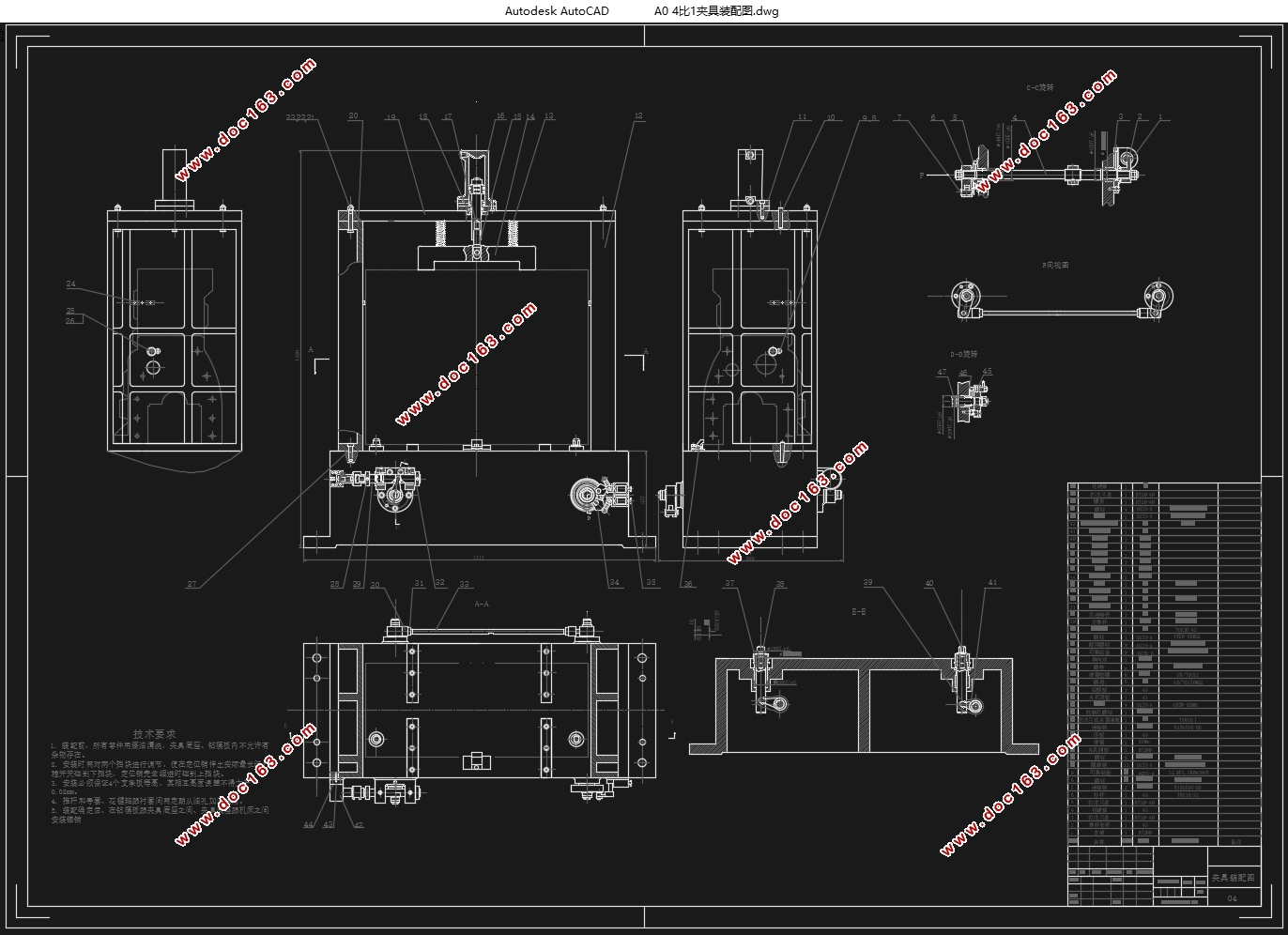
研究结果为设计合理的卧式双面组合钻床来进行缸体端面孔的加工,包括“三图一卡”的制定和夹具装配图的制定。
本文设计的卧式双面组合钻床和夹具为发动机缸体端面孔的加工提供了一条可行的途径,对端面孔的加工具有一定的参考意义。
关键词:定位 夹紧 组合钻床 钻削
Abstract
As we all know, the automobile manufacturing industry is one of the important economic pillar industries in China. With the development of science and technology, the demand of the market is also rising, and consumers are increasingly demanding the quality, performance and safety and reliability of automobiles.
A car with good quality in all aspects must first have a strong "heart", the "heart" is the engine of the car.The cylinder is the assembly carrier of the engine system and mechanism. It is one of the most important and most important components of the engine. It has complex structure and high processing technology requirements. The processing and manufacturing of the cylinder has an important influence on the quality and performance of the engine.The processing of both ends of the cylinder face is one of the most critical processes in the cylinder production. The machining quality of the cylinder bore will directly determine the quality of the engine.Therefore, the research on the machining of the engine cylinder end face and the design of the process equipment have become the main research contents of this paper. [资料来源:http://doc163.com]
In this paper, a four-cylinder engine block is taken as the research object. Through the actual investigation and inspection of the data, the process analysis of the machining of the engine cylinder bore is carried out. The research content can be roughly divided into two parts.The first part mainly describes the design of the combined machine tool, such as the selection of common parts such as base, sliding table and multi-axis box. The second part mainly explains how to design the fixture, including the positioning of the fixture, clamping method, etc.
The result of the research is the design of a reasonable horizontal double-sided combination drilling machine for the processing of the cylinder end face, including the formulation of the "three maps and one card" and the development of the fixture assembly drawing.
The horizontal double-sided combined drilling machine and fixture designed in this paper provides a feasible way for the machining of the engine cylinder end face, which has certain reference significance for the processing of the end face.
[资料来源:Doc163.com]
Key word: positioning clamping combination drilling machine drilling
被加工的发动机缸体为大批量生产零件,具有复杂的结构。缸体的毛坯为铸件,缸体的材料为HT200,缸体的硬度为HB175-255。其左右两端面的孔为需加工的孔,其中左端面孔的孔径为10.2mm,需要加工的孔的数目为9个,右端面孔的孔径为11.9mm,需要加工10个孔。
2.2 缸体夹紧及定位方式分析选择
由于零件的底面有两个定位销,于是我们可采用“一面两销”的定位方式。
“一面两销”定位是加工箱体零件时最常用的定位方式之一。采用“一面两销”定位,工件的六个自由度可以被同时限制,实现了工件完全的定位,工件可以获得稳定的位置。由于各加工孔的加工基准是底面,因此此定位方式还能提高各面上孔的位置精度。另外,“一面两销”的定位方式更有利于夹紧。工件是两端面加工,可以采用上下夹紧,夹紧机构较简单,使夹紧力对准支承,可以消除由夹紧力引起的工件变形产生的精度误差。最后,采用“一面两销”定位,便于实现自动化定位,还能防止切屑落入基面。综上所述,该工序采用“一面两销”的定位方式。 [资料来源:Doc163.com]

 [资料来源:www.doc163.com]
[资料来源:www.doc163.com] 
目 录
1 .绪论 1
1.1课题研究背景及意义 1
1.2国内外发展现状 1
1.3课题研究目的及主要内容 2
2 被加工缸体零件的分析 3
2.1被加工缸体零件 3
2.2 缸体夹紧及定位方式分析选择 3
3 卧式组合钻床的总体设计 4
3.1 卧式组合钻床方案的制定 4
3.1.1 影响组合钻床方案制定的因素 4
3.2 刀具选择及切削用量的确定 5
3.2.1 选择刀具确定切削用量 5
3.2.2 轴加工计算及刀具耐用度的校核 6
3.3 被加工缸体三图一卡的制定 7
3.3.1 被加工缸体零件工序图 7 [资料来源:Doc163.com]
3.3.2缸体零件加工示意图 9
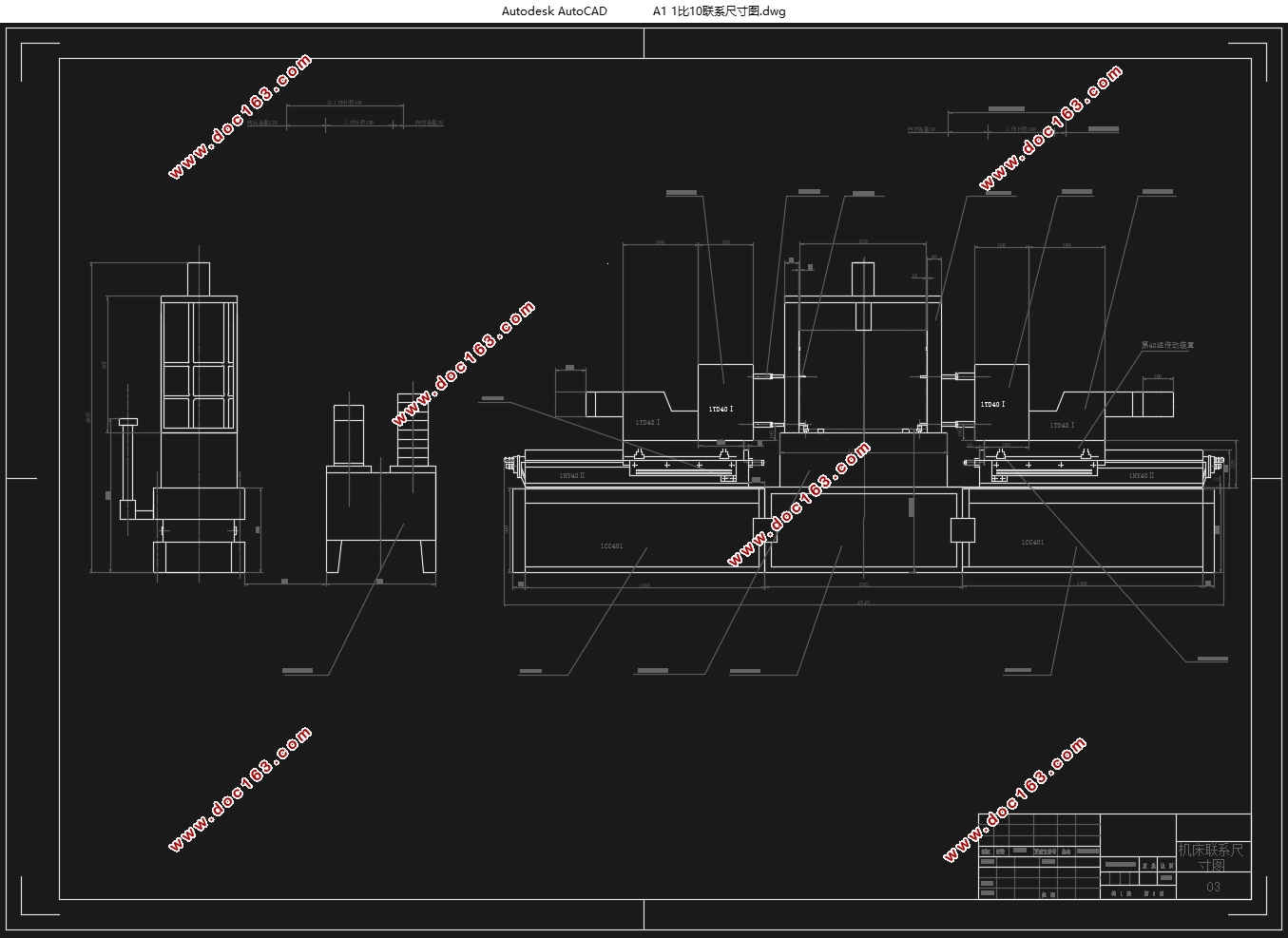
3.3.3 组合钻床总联系尺寸图 12
3.3.4 组合钻床生产效率计算卡 14
4 夹具的设计 18
4.1 机床夹具作用、分类及组成 18
4.2 钻床夹具总体设计 18
4.2.1 被加工缸体工件定位方案和定位元件的设计 19
4.2.2 被加工缸体夹紧油缸的选用 20
4.2.3 被加工缸体夹紧压板的设计 20
4.2.4 对刀-引导装置的设计 21
4.2.5 夹具体的设计 22
4.2.6 限位装置的设计 23
5.总结与展望 24
参考文献 25
致谢 26
[资料来源:Doc163.com]
上一篇:CA1340自动车床杠杆加工工艺规程及夹具设计(含CAD零件图夹具图)
下一篇:汽车转向节制动鼓安装孔加工工艺装备设计(含CAD图)