
拨叉的加工工艺及夹具设计(含CAD零件图夹具装配图,工艺工序卡)

拨叉的加工工艺及夹具设计(含CAD零件图夹具装配图,工艺工序卡)(论文说明书11000字,CAD图8张,工艺过程卡,加工工序卡)
摘要
本次设计的依据源于车床的重要零件“拨叉”件,对其进行进行工艺设计和夹具设计。工艺设计阶段首先对加工尺寸、公差和技术要求等技术分析,明确了其加工的特性。接着是确定零件的毛坯类型及加工余量,之后制定加工工艺路线,其内容包括加工基准的设定、表面加工方法的选择以及机床的选型,最终进行切削量和工时定额的计算,工艺设计的结果将形成工艺过程卡和工序卡。专用夹具的设计在于为加工工序提供技术支持,以便提高其加工精度及效率。因本次零件的生产类型为大批量,其关键工序就需设计专用夹具。本设计针对铣槽工序,以合理选择基准定位、限制自由度、确保尺寸精度和操作便捷性为原则。夹具设计最终呈现的文件为夹具装配图和夹具零件图。
关键词:拨叉;工艺路线;夹具设计
Processing Technology And Fixture Design Of Fork
Abstract
The basis for this design comes from the important component "fork" of the lathe, which is subjected to process design and fixture design.Process design first summarizes the machining dimensions, tolerances, and technical requirements, and analyzes the machining characteristics; Further determine the type and size of the blank parts; Subsequently, the process route is formulated, and the machining benchmark, surface machining method, and machine tool selection are determined. Finally, calculate the cutting amount and working hour quota. The final output files of process design are process cards and operation cards.Fixture design is designed to serve a specific process. The production type of this part is mass production, and special fixtures need to be designed for some key processes. This design is a specialized fixture for milling grooves, with a reasonable selection of benchmark positioning and limited degrees of freedom to ensure dimensional accuracy and easy and fast operation. The final files presented for fixture design are fixture assembly drawings and fixture part drawings.
KeyWords:Carbon-free trolley; Potential energy; Cam; Simulatio
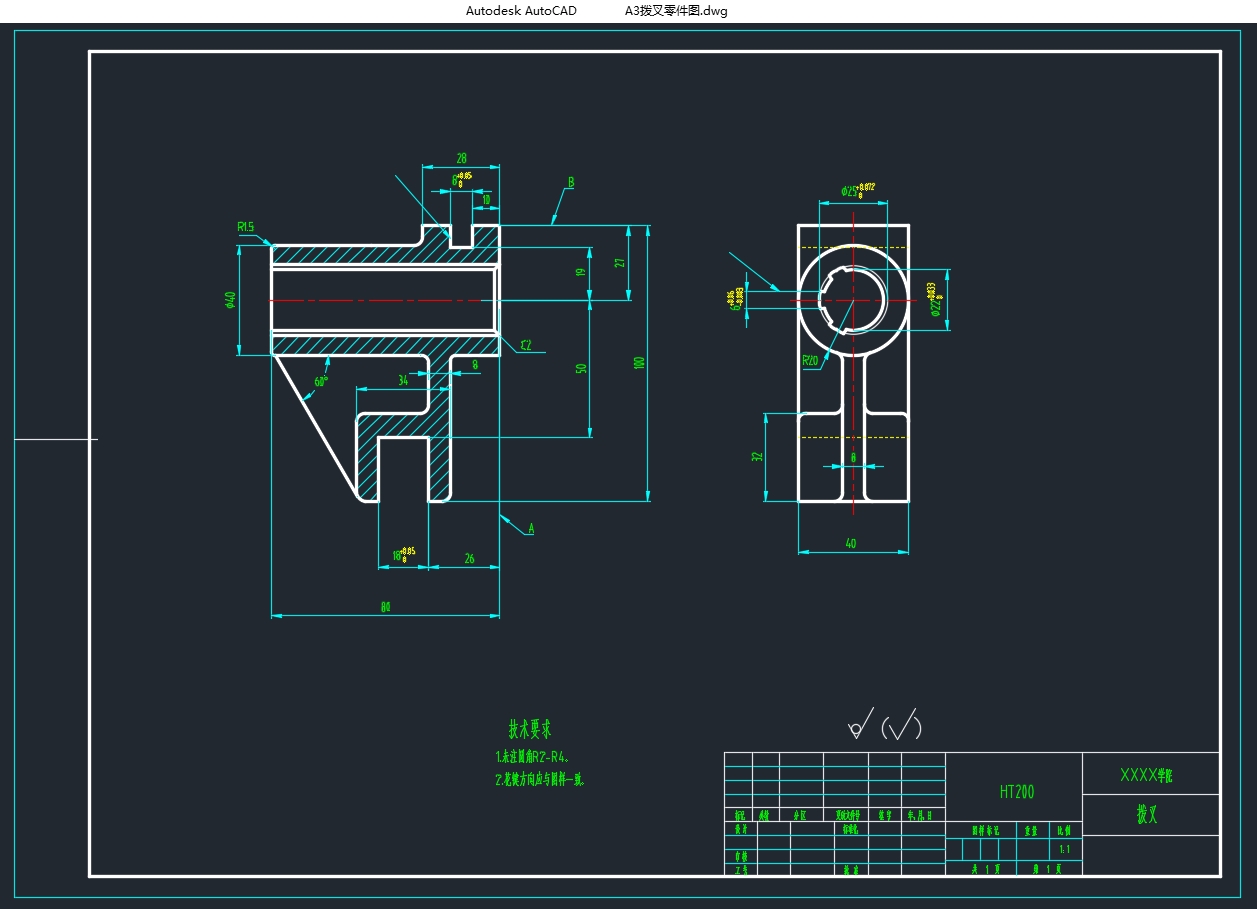
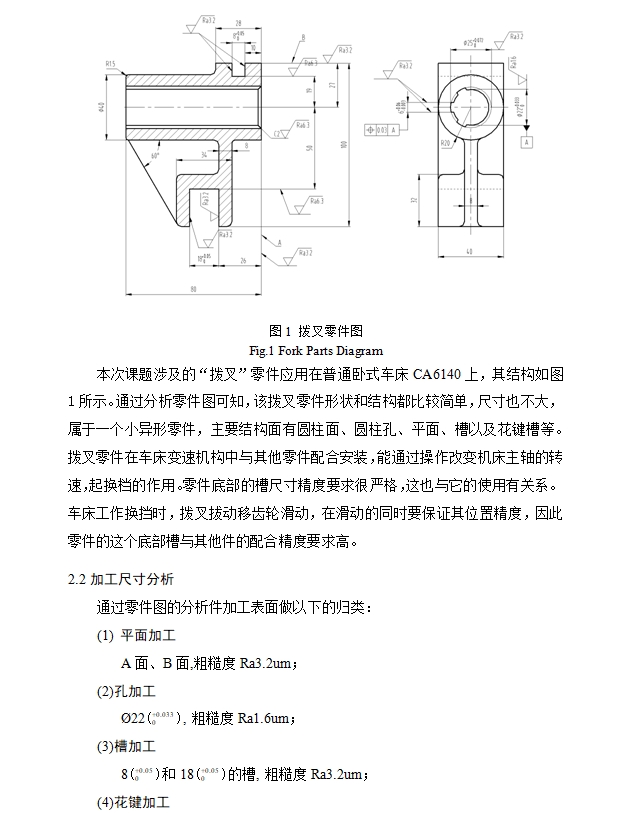
2.1零件的结构与功能
Fig.1 Fork Parts Diagram
本次课题涉及的“拨叉”零件应用在普通卧式车床CA6140上,其结构如图1所示。通过分析零件图可知,该拨叉零件形状和结构都比较简单,尺寸也不大,属于一个小异形零件,主要结构面有圆柱面、圆柱孔、平面、槽以及花键槽等。拨叉零件在车床变速机构中与其他零件配合安装,能通过操作改变机床主轴的转速,起换档的作用。零件底部的槽尺寸精度要求很严格,这也与它的使用有关系。车床工作换挡时,拨叉拔动移齿轮滑动,在滑动的同时要保证其位置精度,因此零件的这个底部槽与其他件的配合精度要求高。
2.2加工尺寸分析
通过零件图的分析件加工表面做以下的归类:
(1) 平面加工
A面、B面,粗糙度Ra3.2um;
(2)孔加工
Ø22+0.033 0, 粗糙度Ra1.6um;
(3)槽加工
8+0.05 0和18+0.05 0的槽, 粗糙度Ra3.2um;
(4)花键加工
顶径Ø25+0.072 0的六齿矩形花键。
经上述尺寸分析可知,各个加工面的精度尺寸要求较高,个别尺寸相互之间有一定的位置精度要求。因此所有工序至少分粗、精加工两个工序进行工艺安排。钻孔工序需要分钻、扩、铰才能保证精度要求。 [资料来源:www.doc163.com]
平面的加工方式为铣工序,孔的加工为钻工序,槽的加工也为铣工序,花键则是拉工序。
[资料来源:Doc163.com]

[资料来源:www.doc163.com]
目录
摘要 I
Abstract II
目录 1
2 零件的分析 1
2.1零件的结构与功能 1
2.2加工尺寸分析 2
3 毛坯的确定 3
3.1毛坯类型确定 3
3.2 毛坯尺寸的确定 3
4 零件工艺设计 4
4.1确定各表面加工方法 4
4.2 定位基准的选择 5
4.3 工艺路线的设计 5
4.4 机床与工艺配套的选择 8
4.5 加工余量及工序尺寸的确定 9
4.6 切削用量的计算 10
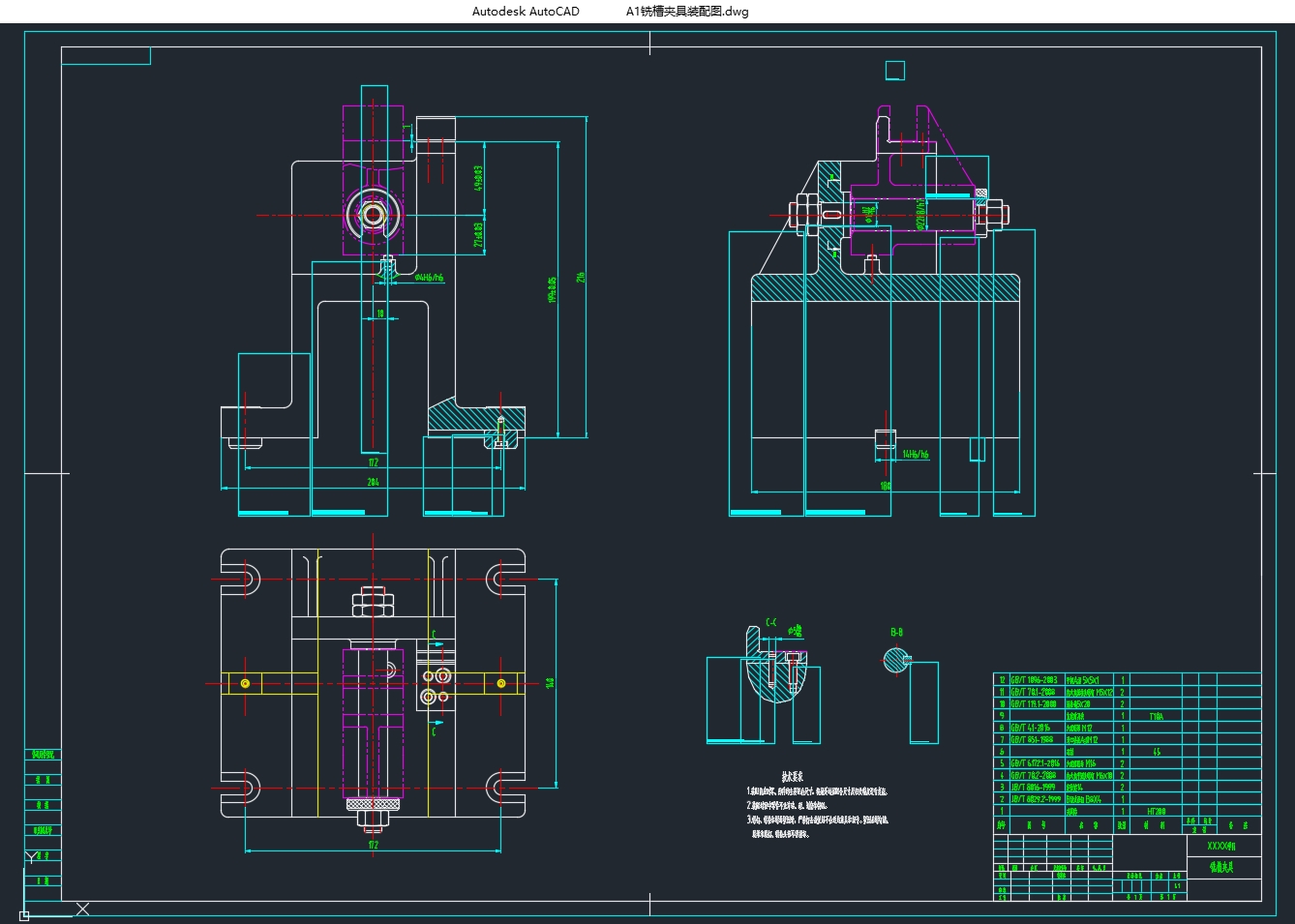
5夹具设计 21
5.1 问题的提出 21
5.2 夹具结构设计 21
5.3 夹具体的设计 22
5.4 对刀块的选用 23
5.5 定位芯轴的设计 23
5.6 定位误差计算 24
5.7 计算夹紧力 24 [来源:http://www.doc163.com]
6 结论 26
[版权所有:http://DOC163.com]
下一篇:AVC1200电机座机械加工工艺及其镗孔夹具设计(含CAD图)