
偏心轴的工艺规程及夹具设计(含CAD零件图夹具图,SolidWorks三维零件图)
偏心轴的工艺规程及夹具设计(含CAD零件图夹具图,SolidWorks三维零件图)(论文说明书11000字,CAD图9张,SolidWorks三维零件图,工序卡,工艺卡)
2 偏心轴的机械加工工艺规程设计
2.1 零件的工艺分析及生产类型的确定
2.1.1零件的作用
此次设计课题是偏心轴零件的工艺规程及夹具设计。偏心机械运动部件是一种机械设备的主要机械组成传动部件,在这种偏心机械传动中,回转直线运动可以转化成称为反向往复回转直线的反向运动或称为回转往复直线的反向运动而该转化也称为往复回转直线运动,一般都是利用偏心轴类零件来实现的。在轻型设备中,它是起着微调作用的传动部件。
偏心轴型零件的选择一般都是将偏心小洞通过螺钉的圆形孔固定到电机的旋转轴上,在电机起步时,做出凸轮式的运动。所以广泛的适用于各种汽车、引擎、水泵等产品中。
偏心轴是部件的关键零件,一旦偏心轴的加工精度降低,则设备的使用价值也将大打折扣。
2.1.2 零件的工艺分析
通过绘制偏心轴零件图,包括画线、尺寸标注和填写技术要求。深入了解关键部位的重要维度、过程的关键难点,使我对工艺夹具制造有了跟多认识和见解。
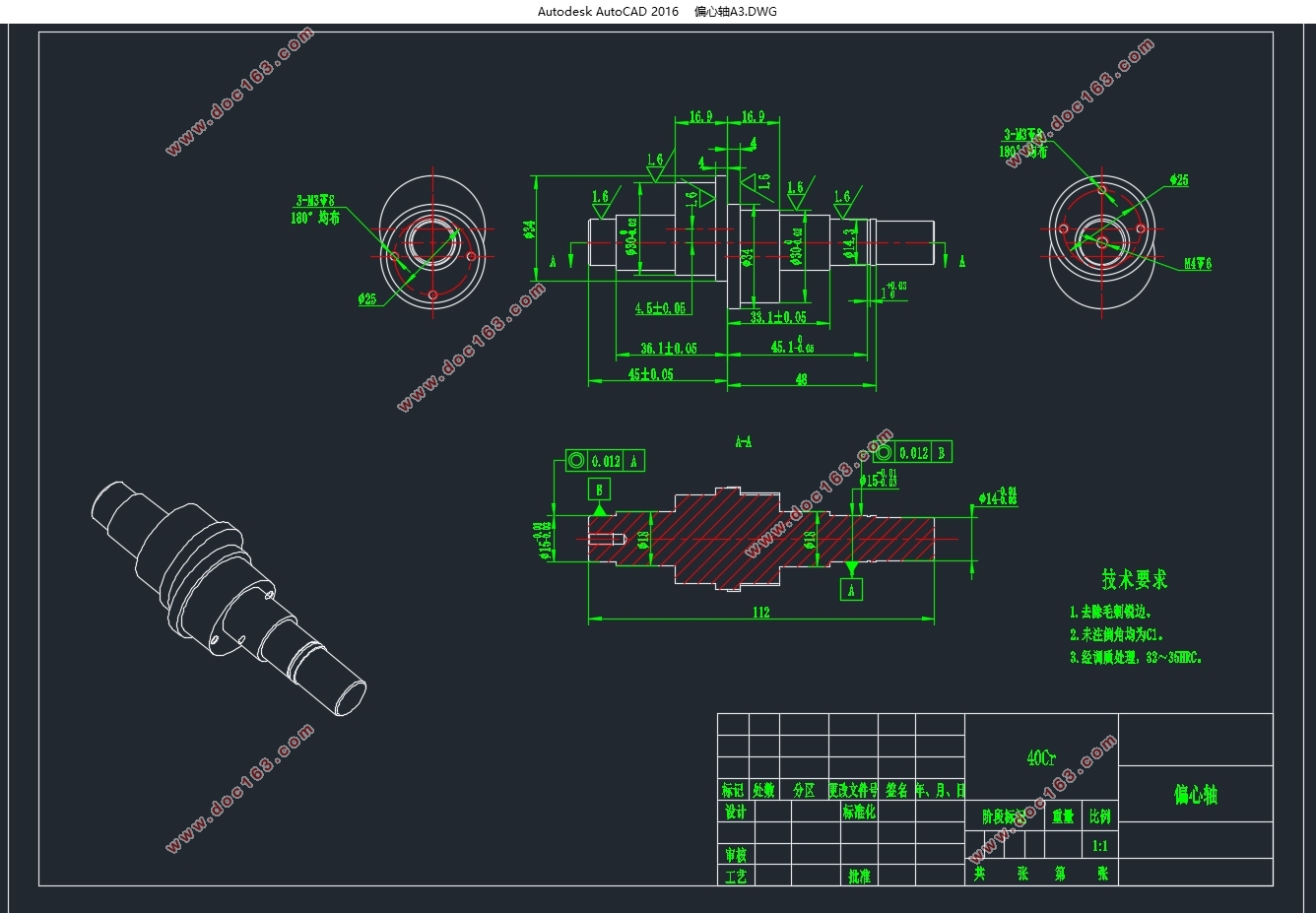
偏心轴材料为40Cr,40Cr锻造性能优良,适宜制造各种异形零件,能够得到较好的综合机械性能,加工表面主要集中在外圆和孔的尺寸加工。 [资料来源:www.doc163.com]
偏心轴的两端φ15外圆和φ30外圆表面和φ34外圆端面是决定该零件加工要求的关键表面,其精度要求最高为IT8。偏心轴的两端φ15轴颈具有同轴度公差。
由图纸可以分析出,零件的φ30外圆为该轴基准面,同时也是设计基准面,工艺也采用其作为基准面,因为其面大,且适合装夹。要求:无毛刺,尺寸精度如上图。
各加工表面有一定的加工要求,现分述如下:
一端φ14外圆需要倒角,φ15轴颈需要切槽,且该段粗糙度要求为R1.6,该端φ30外圆粗糙度要求也为Ra1.6,两端φ34外圆端面粗糙度要求都为Ra1.6,另一端φ15和φ30外圆表面粗糙度要求都为Ra1.6。
[资料来源:www.doc163.com]
 [资料来源:http://doc163.com]
[资料来源:http://doc163.com] 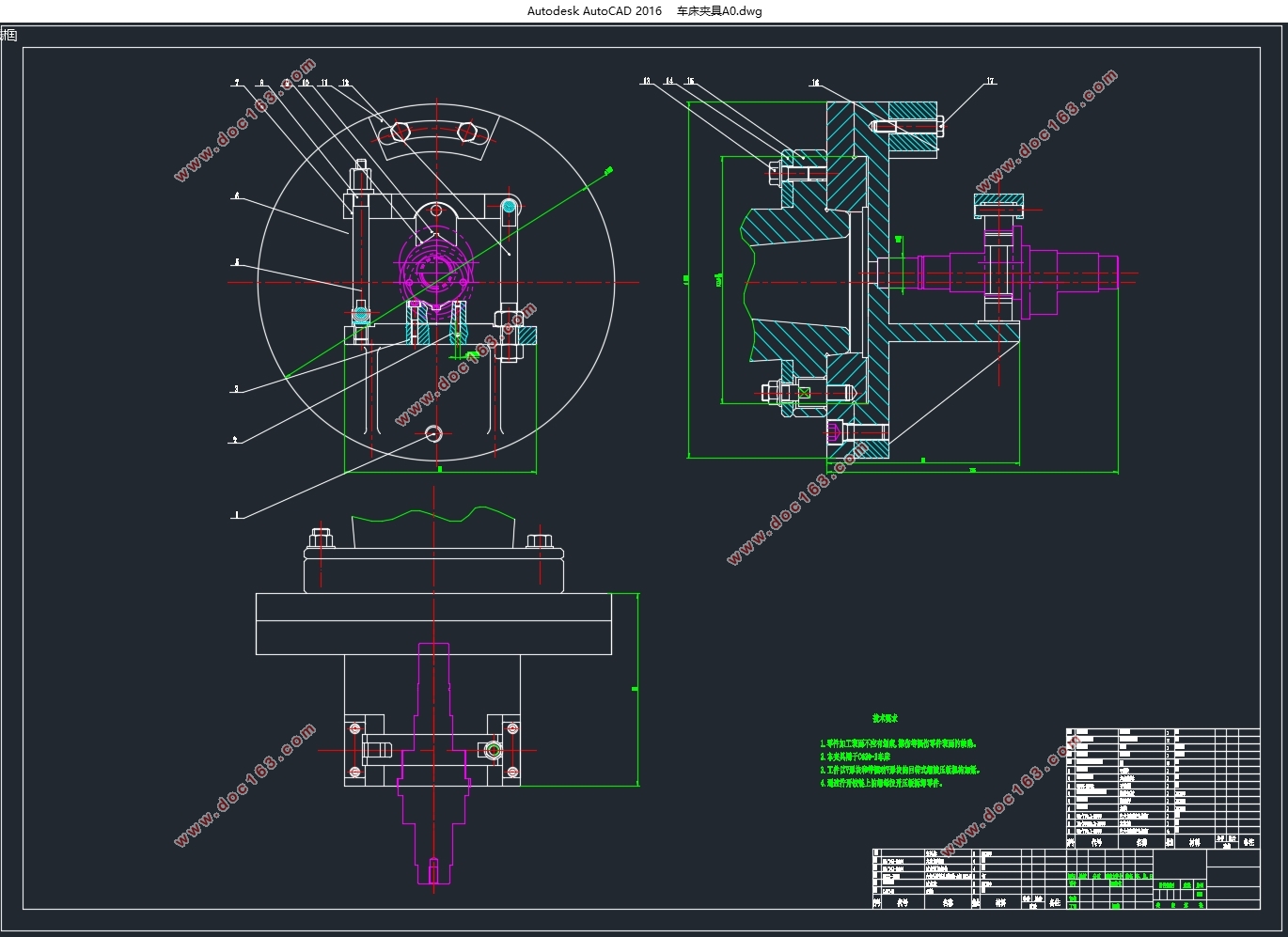
目 录
1 绪论 5
1.1本课题的设计内容和意义 5
1.2课题的背景 7
2 偏心轴的机械加工工艺规程设计 8
2.1零件的工艺分析及生产类型的确定 8 [资料来源:http://www.doc163.com]
2.1.1零件的作用 8
2.1.2 零件的工艺分析 9
2.1.3 确定零件的生产类型 9
2.2 选择毛坯种类,绘制毛坯图 10
2.2.1 选择毛坯种类 10
2.2.2确定机械加工总余量 11
2.2.3 确定毛坯尺寸 11
2.3 选择加工方法,制定工艺路线 12
2.3.1 定位基准的选择 12
2.3.2加工阶段的划分 13
2.3.3工序的集中与分散 13
2.3.4加工顺序的安排 13
2.3.5 确定工艺路线 14
2.3.6加工设备及工艺装备选择 15
2.3.7切削用量以及时间定额的确定 15
3 专用车夹具的设计 22
3.1 确定夹具的定位与夹紧方案 22
3.2切削力和夹紧力的计算 23
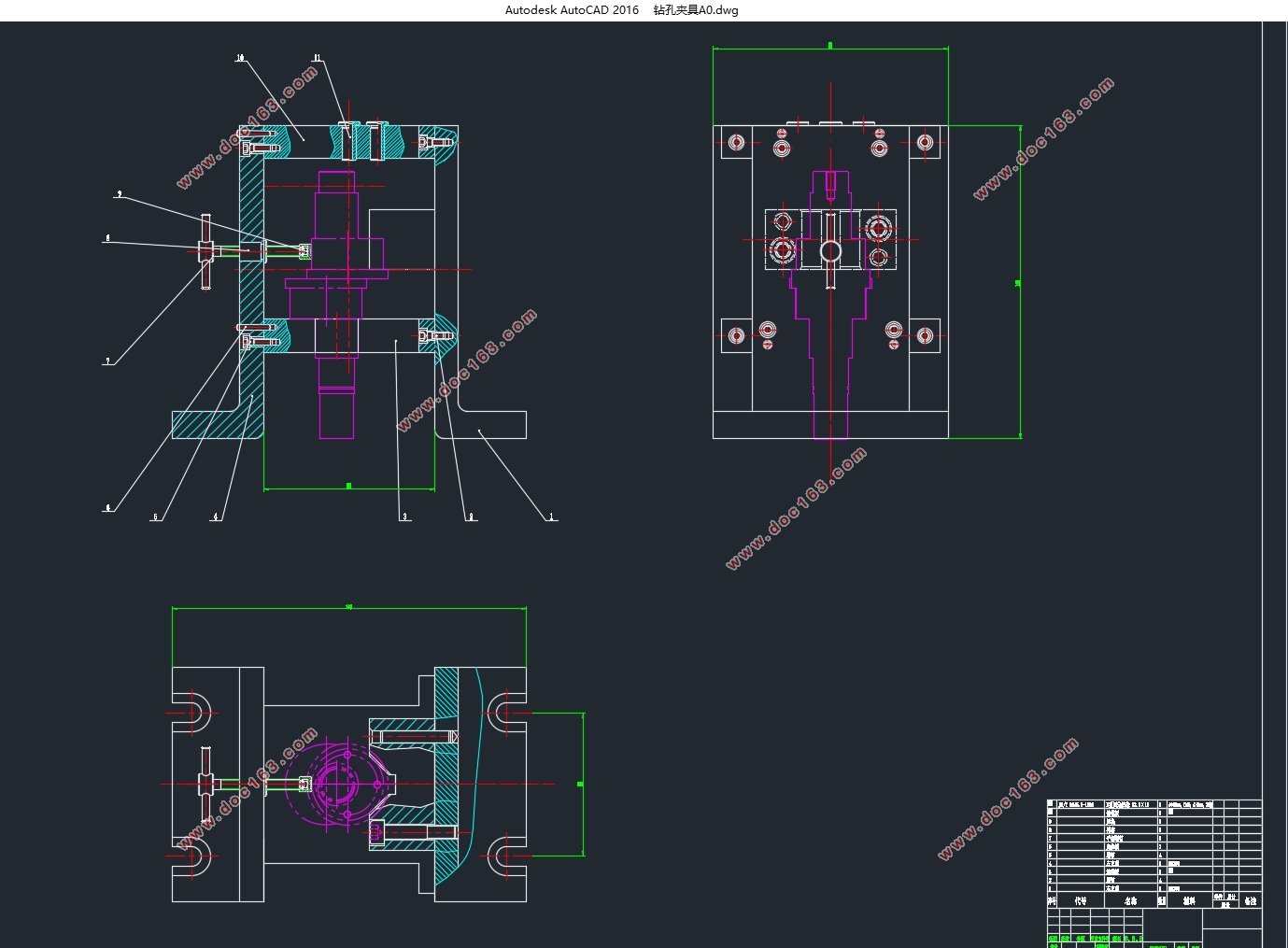
4 专用钻夹具的设计 24
4.1 工件在夹具中的定位与夹紧方案的确定 24 [资料来源:www.doc163.com]
4.2切削力及夹紧力的计算 24
总 结 26
参 考 文 献 27
致 谢 28
上一篇:某型飞机液压系统定位轴加工工艺及夹具设计(含CAD零件图装配图)
下一篇:汽车后桥减速器壳夹具设计(含CAD零件图装配图,SolidWorks三维图)