
汽车转向节制动鼓安装孔加工工艺装备设计(含CAD图)

汽车转向节制动鼓安装孔加工工艺装备设计(含CAD图)(外文翻译,论文说明书16300字,CAD图纸16张)
摘 要
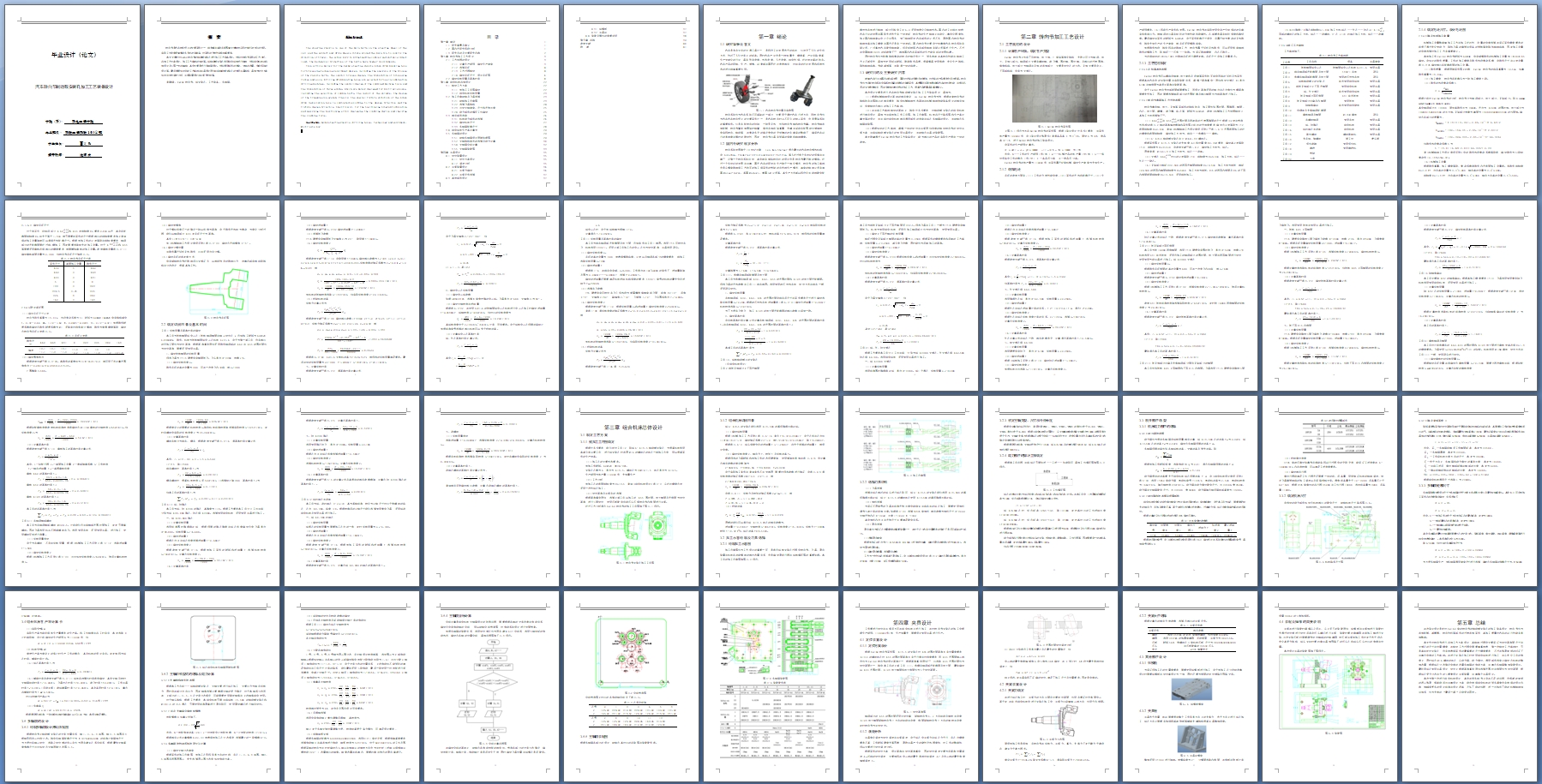
转向节是汽车转向桥上的主要零件之一,起支撑与驱动车轮围着主销旋转从而控制行驶方向的作用。实际工作中承受着复杂多变的冲击载荷。对零件的力学性能有较高要求。
本文主要针对EQ140转向节的制动鼓安装孔进行加工工艺装备设计。包括对转向节零件的工艺分析、总体工艺方案设计、加工工艺路线的拟定等。钻制动鼓安装孔选用组合钻床进行制造,包括组合机床的总体设计及三图一卡的编制,其中主要是进行多轴箱设计。包括通用部件的选型、主轴的布置、传动系统的设计等;最后根据拟定好的工艺路线与夹具设计原则完成制动鼓安装孔的专用夹具结构,具体为定位方案拟定与定位误差分析、夹紧装置设计与夹紧力校核等。
关键词:EQ140转向节;钻安装孔;工艺装备;多轴箱;
Abstract
The steering knuckle is one of the main parts on the steering wheel of the car, and the support and drive wheels rotate around the main pin to control the direction of travel. The actual work to withstand the complex and variable impact load. The mechanical properties of the parts have higher requirements. [版权所有:http://DOC163.com]
This article mainly for the EQ140 steering knuckle brake drum mounting hole for processing technology equipment design. Including the analysis of the process of the knuckle parts, the overall process design, the preparation of processing routes and so on. Drilling drum mounting holes are selected for use in combination drilling machines, including the overall design of the combined machine tools and the preparation of three graphs, which are mainly designed for multi-axle boxes. Including the selection of common parts, the layout of the spindle, the design of the transmission system. Finally, the special fixture structure of the brake drum installation hole is completed according to the design principle and the fixture design principle. Specifically, for the positioning program formulation and analyzing the positioning error, designing the clamping device and checking the clamping force.
Key Words:EQ140 steering knuckle;Drilling holes;Technology and equipment;Multi-axle box
2.1.4.1 确定机械加工余量 [资料来源:http://www.doc163.com]
机械加工余量影响着加工工艺与加工经济性,余量的合理选择在保证零件精度要求的前提下通过优化劳动力,降低刀具的磨损与设备的损耗等来降低制造成本,因此加工余量的合理选择对加工工艺有重要意义。
本被加工件EQ140转向节材料为40MnB,合金钢模锻件的机械加工余量按JB3835-85确定。由估计的锻件质量、工件的加工精度及锻件形状复杂系数,由锻件尺寸与公差余量表2.2-25确定相应各轮廓表面的加工余量。
(1)锻件质量 根据原始零件图上注释,EQ140转向节的成品重量为10.5kg,估算锻件重量为16.8kg。
(2)加工精度 转向节各轮廓么为一般加工精度F1级。
(3)锻件的形状复杂系数S
根据之前对EQ140转向节的分析,转向节分为轴颈部分、法兰部分、叉架部分。即m外轮廓包括质量=m轴颈部分+m叉架部分+m法兰部分
其中轴颈部分长199mm,假定其锻件长为204mm;外径为φ30mm的圆柱体;法兰部分为190mm 150mm 35mm的长方体;叉架部分抽象为截面为120mm 200mm 235mm的六面体。




 [来源:http://www.doc163.com]
[来源:http://www.doc163.com] 
目 录
第一章 绪论 1
1.1 研究背景及意义 1
1.2 国内外研究现状分析 1
1.3 研究目的及主要研究内容 2
第二章 转向节加工工艺设计 3
2.1 工艺规程的设计 3
2.1.1 计算生产纲领,确定生产类型 3
2.1.2 选择毛坯 4
2.1.3 工艺过程制定 4
2.1.4 确定毛坯尺寸,设计毛坯图 6
2.2 确定切削用量及基本时间 8
第三章 组合机床总体设计 22
3.1 制定工艺方案 22
3.1.1 被加工工序图确定 22
3.1.2 组合机床切削用量 23
3.2 加工示意绘制及刀具选择 23 [资料来源:http://www.doc163.com]
3.2.1 绘制加工示意图 23
3.2.2 选择刀具结构 24
3.2.3 初定主轴类型、尺寸和外伸长度 25
3.2.4 动力部件的循环工作确定 25
3.3 相关部件选型 26
3.3.1 机床动力部件的选择 26
3.3.2 确定机床尺寸 27
3.3.3 多轴箱轮廓尺寸 28
3.4 组合钻床生产率计算卡 29
3.5 多轴箱的设计 29
3.5.1 绘制多轴箱设计原始依据图 29
3.5.2 主轴结构型式的选择及动力计算 30
3.5.4 主轴箱坐标计算 32
3.5.5 主轴箱装配图 33
第四章 夹具设计 35
4.1 定位装置设计 35
4.1.1 定位方案设计 35
4.1.2 误差分析 35
4.2 夹紧装置设计 36
4.2.1 夹紧力确定 36
4.2.2 夹紧元件选择 37 [来源:http://www.doc163.com]
4.3 其他部件设计 37
4.3.1 钻模板 37
4.3.2 夹具座 37
4.4 装配及操作的简要说明 38
第五章 总结 39
参考文献 40
致 谢 41 [资料来源:Doc163.com]
上一篇:某四缸发动机缸体两端面孔加工及工艺装备设计(含CAD夹具装配图)