
ֹ������ѹģ�����������(��CAD���ͼװ��ͼ)
1.����ע���¼,֧��������ʾ�������ɻ�ȡ������.
2.��������ҳ���ܵ�Ϊ,���غ���ˮӡ.����ѧϰ�ο�֮��.
�� �� �� ��������
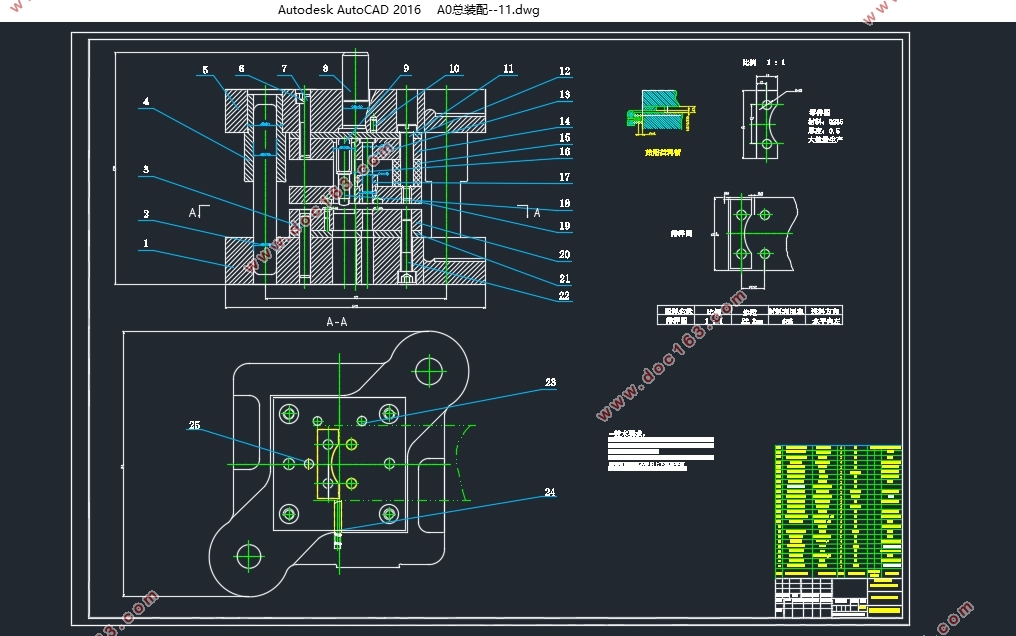
ֹ������ѹģ�����������(��CAD���ͼװ��ͼ)(������,���ⱨ��,���ķ���,����˵����11000��,CADͼ11��,ʵϰ����,���PPT)
ժ Ҫ
���Ľ����˶�ֹ�������շ����ͶԳ�����ϼ���ģ�IJ�Ʒ��ƣ���������κ����İ���ģ�߽ṹ����֤�˲�Ʒ������ͬʱ�������Ч�ʣ������Ͷ�ǿ�ȣ��ӳ�ģ�ߵ�ʹ�����������Լӹ������д��ڵ���������˽���ķ�����
��ѹ��ͨ��ģ�߶��ʩ��ѹ����������ʹ������Գ��Σ��Ӷ����һ���ߴ硢��״�����ܵ�һ������ӹ�����������ģ�ӹ������Dz��ϳ��͵���Ҫ��ʽ֮һ���������ӹ�������ȣ��������������ʸߡ�����Ч�ʸߡ��ܺĵͣ������Ƽ������ã����ּӹ������ѹ㷺���ڸ���������ҵ��
��ѹģ�ߵĹ㷺ʹ�ã�ʹ�����ҵ��������Ч����ߣ����óɱ����½�����Ʒ�ĸ��»����õ���ǿ��
�ؼ��ʣ�ֹ���� ���� ����ģ ��ѹģ�� CAD/CAM
Stop stamping die design and manufacturing
Abstract
In this paper based on the analysis and multi position driven progressive die design, elaborated how to reasonably arrange the structure of the die, ensure product quality, ensure the production efficiency and reduce work intensity, prolong the service life of the die are discussed. [������Դ��www.doc163.com]
Moreover��measures are given to settle the problems during processing��
Stamping is a part processing method of forming the plastic forming of the sheet by applying pressure or pulling force to the sheet metal forming the sheet.. Because the mold forming is one of an important way of molding material, compared with other processing methods, not only the material utilization rate is high, high production efficiency, low energy consumption, and good quality parts, this processing method has been widely used in various manufacturing industries.
The widely used of the Stamping die make many industrial sectors production efficiency has been improved,the economic cost fall,and the product update is strengthed.
Key Words: Motion—Stopping Components; Processing Technology; Progressing Die; Stamping Die��CAD/CAM
2.1.1 ���Ϸ���
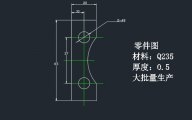
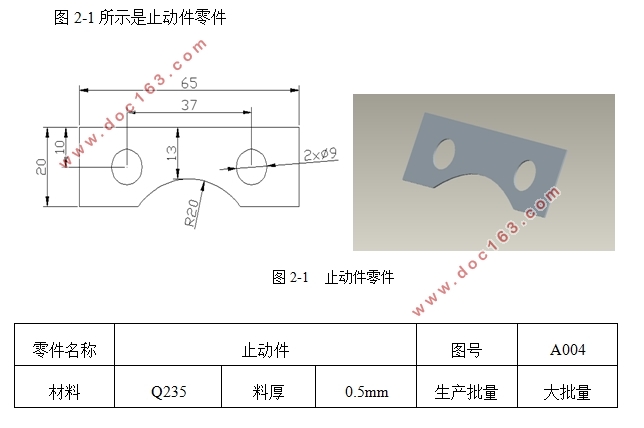
Q235����̼ͨ�ظ֣��ֽ���A3�֡����нϺõĿɳ�ѹ���ܣ����ں�̼���У��ۺ����ܽϺã�ǿ�ȡ����Ժͺ��ӵ����ܵõ��Ϻ���ϣ���;��㷺��
[������Դ��http://Doc163.com]
2.1.2 ����ṹ����
�ó�ü��ṹ���Գơ�����Բ����ֱ����ɱȽ��ʺϳ�üӹ���
2.1.3 ����ߴ硢���ȡ��ֲڶȷ���
��ͼ�еľ��ȼ�����������û��ʲô����Ҫ�����ͼ�ϵ����гߴ綼û�б�ע����������ɳߴ硣������IT12—IT18֮��ȡ����ֵ����IT14��ȷ�������ߴ�Ĺ�����顶���������������������[4]������ɵø��ߴ繫�
[������Դ��Doc163.com]

Ŀ ¼
ժ Ҫ I
[��Դ��http://Doc163.com]
Abstract II
��һ�� �� �� 1
1.1 ���� 1
1.2 Auto-CAD��� 1
1.3 ���������Ҫ�о����� 2
�ڶ��� ��ѹ���շ��� 3
2.1 ��Ʒ�ṹ��״���� 3
2.1.1 ���Ϸ��� 3
2.1.2 ����ṹ���� 3
2.1.3 ����ߴ�p���ȩp�ֲڶȷ��� 3
2.2 ���շ�����ȷ�� 4
������ ��ѹ���յļ��� 5
3.1 ������ʽ��ȷ���������ʵļ��� 5
3.1.1 ������ʽ��ȷ�� 5
3.1.2 �����ʵļ��� 5
3.2 ��ѹ����ѹ�����ĵļ��㼰�崲��ѡ�� 6
3.2.1 ��ѹ���ļ��� 6
3.2.2 �崲��ѡ�� 9
3.2.3 ѹ�����ĵļ��� 10
������ ����ģ��Ҫ�������Ƽ��� 11
4.1 ģ����� 11
[������Դ��http://www.doc163.com]
4.2 ��ģ����� 12
4.3 ģ�̶������� 14
4.4 ��ģ������� 15
������ ȷ����ģ��϶�����㹤�����ֳߴ� 17
5.1 ���ģ��϶ֵ�ļ��� 17
5.2 ȷ����ģ�пڳߴ�ԭ�� 17
5.2.1 �������ģ��ȷ����ģ�пڳߴ� 17
5.2.2 ���ݳ�ģ��ʹ�ù����е�ĥ�����ȷ�����ߴ� 17
5.2.3 ѡ��ģ���пڹ���ʱ����������ģ�߾��ȵĹ�ϵ 17
5.3 ����ģ�пڳߴ���� 18
5.3.1 ��ײ��� 18
5.3.2 ���ϲ��� 19
������ ģ������ṹ��� 22
6.1 ��λ����������ѡ�� 22
6.1.1 ʼ�õ�������ѡ�� 22
6.1.2 �̶���������ѡ�� 22
6.1.3 ��������ѡ�� 23
6.2 ж��װ�õ������ѡ�� 24
6.2.1 ж���ݶ���ѡ�� 24 [������Դ��Doc163.com]
6.2.2 ж�ϵ��ɵ�ѡ���йسߴ�ļ��� 24
6.2.3 ж�ϰ����� 26
6.3 ������������ 28
6.3.1 ������ʹ��ѡ�� 28
6.3.2 ����ʹ��ѡ�� 29
6.3.3 ��������װ��ͼ 29
6.4 ģ�ܵ�ѡ�� 30
6.5 ģ����ѡ�� 31
6.6 ģ������� 31
6.6.1 ��ģ�������ѡ�� 31
6.6.2 ��ģ�������ѡ�� 33
������ ���������ѡ�� 36
7.1 �ݶ���ѡ�� 36
7.2 ������ѡ�� 36
�ڰ��� ��Ҫģ���㲿���ļӹ����� 37
8.1 ��ģ�ӹ����չ��� 37
8.2 ����ģ�ӹ����չ��� 38
ȫ���ܽ� 39
����� 40
�� л 41 [������Դ��www.doc163.com]
��һƪ��о�Ӹ��׳�ѹ����ģ�����(��CAD���ͼװ��ͼ)
��һƪ�����ܼг�ѹģ�����������(��CAD���ͼװ��ͼ)