
包装机箱体的加工工艺分析及夹具设计(含cad零件图和装配图)

包装机箱体的加工工艺分析及夹具设计(含cad零件图和装配图)(毕业论文说明书14700字,CAD图纸12张)
摘 要:包装机箱体是承载压力和连接各零部件,因此要求箱体能够承受压力,以及箱体与其他零部件的密封性,在编制加工工艺时,要考虑到各个接触面的各项精度以及形状与位置公差等。
在设计加工箱体斜面上的螺纹孔专用夹具时,由于孔是自由公差,所以为了缩短加工时间,
采用两个斜面挡块来使箱体工件定位,再使用两铰链支座,使得装夹工件就方便了,斜面挡块的与水平位置倾斜14°,保证了被加工斜面在水平位置,使用钻模以及钻模套来准确的定孔的加工位置。
关键词:工艺;机械加工;夹具。
PROCESS ANALYSIS AND FIXTURE DESIGN OF THE BOX OF A PACKING MACHINE
Abstract:Packaging machine body is bearing pressure and connecting parts, thus require that the box body able to withstand the pressure, as well as the body and other parts of the seal, in the preparation process, taking into account each contact surfaces and the precision of shape and position tolerance.
In the design and processing of box inclined screw hole on the special fixture, the hole is free tolerance, so in order to shorten the processing time, the two inclined planes to the workpiece positioning block box, and then use the two hinge support, makes the workpiece clamping convenience, inclined block and the horizontal position inclined 14 DEG, ensured by processing slope in a horizontal position, the use of jigs and drill the die sleeve to accurate positioning hole machining position. [资料来源:Doc163.com]
Key words:Technics ;machining;fixture。
零件的作用
包装机械是指完成全部或部分包装过程的机器。包装过程包括成型、充填封、口
裹、包等主要包装工序以及清洗、干燥、杀菌、贴标、困扎、集装、拆卸等前后包装
工序,转送、选别等其他辅助包装工序。包装机箱体则是承载这个压力和连接各零部
件,因此要求箱体能够承受压力,以及箱体与其他零部件的密封性,在编制加工工艺
时,要考虑到各个接触面的各项精度以及形状与位置公差等[4]
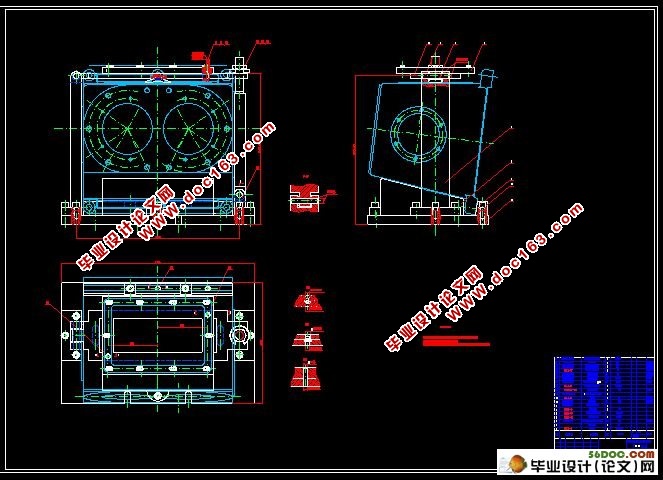
零件的工艺分析
包装机箱体的加工表面共5组:
1.以R160上表面为中心的,2×Φ180孔的加工有一定的位置要求,孔的表面有一定的粗糙度要求;圆2×R139上的6个M18的螺纹孔;R 156上的4个M18的螺纹孔;以及Φ220圆上8个Φ10的通孔,有一定的精度要求;磨削R160表面时候保证它的厚度16cm;
2.以550×524的底表面为中心的,宽27.5cm台阶和宽25cm台阶的磨削加工;以及底表面宽60cm的磨削加工;加工2×Φ120的孔有一定的 位置要求,以及孔上的2×Φ140的阶台,及阶台上的12个均匀分布的M6的螺纹孔;宽27.5cm台阶和宽25cm台阶上的4个M8的螺纹孔有一定的位 置要求;宽60cm表面上的6个Φ21的孔有一定的精度要求。
3.以Φ260孔为加工中心的,Φ260孔的镗削,并保证一定的精度;Φ310阶台面的磨削,以及台面上8-M12螺纹孔;
4.以Φ150孔为加工中心的,Φ150孔的镗削,并保证一定的精度;Φ200阶台面的磨削,以及台面上6-M12螺纹孔;
5.以2×宽265cm斜面为加工中心的,斜面的磨削,以及265cm阶台上20-M8螺纹孔的加工;
具体加工时应加工好一组表面后以这个表面为基准来加工另一表面,选择基准时考虑基准重合误差,尽量使用同一个基准进行加工。
3 工艺规程的设计
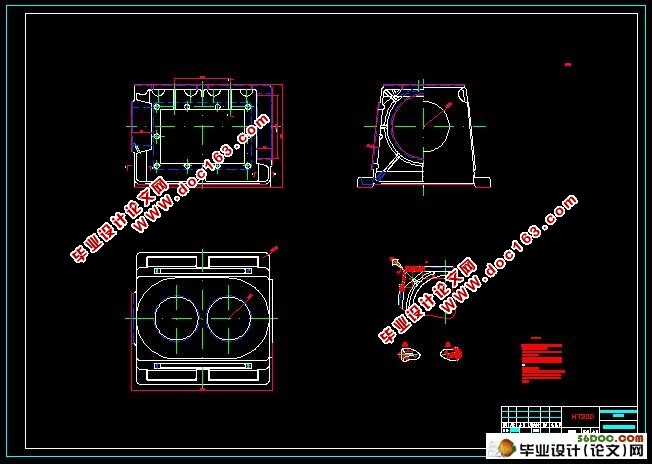
3.1确定毛坯的制造形式
零件材料为HT200,铸件壁厚大于10mm小于20mm,硬度148-222HB,大批量生产8000件,毛坯质量92kg小于100kg,零件结构一般,查《机械制造工艺设计简明手册》[5]表1.3-1毛坯的制造采用金属型浇注,加工余量等级F。
3.2 基准的选择
基面选择是工艺规程设计中的重要工作之一。基面选择得正确与合理可以使加工质量得到保证,生产率得以提高。否则,加工工艺过程中会问题百出,更有甚者,还会造成零件的大批报废,使生产无法正常进行。
[资料来源:Doc163.com]

目 录
摘要 1
关键词 1
1 前言 2
2 零件的分析 2
2.1 零件的作用 2
2.2 零件的工艺分析 3
3 工艺规程的设计 3
3.1 确定毛坯的制造形式 3
3.2 基准的选择 3 [资料来源:Doc163.com]
3.2.1 粗基准的选择 3
3.2.1 精基准的选择 4
3.3 制定工艺路线 4
3.3.1 机械加工余量、工序尺寸及毛坯的确定 5
3.3.2 确定切削用量及基本工时 6
4 专用夹具的设计 21
4.1 问题的指出 21
4.2 夹具的设计 21
4.2.1 定位基准的选择 21
4.2.2切削力及夹紧力的计算 22
4.2.3定位误差的分析 23
4.2.4夹具安装及操作的简要说明 28
5 结论 29
参考文献 30
致谢 31
上一篇:柴油机机体的加工工艺及夹具设计
下一篇:815举升钢管加工工艺及专用夹具设计(solidwork三维,cad)