
车床拨叉加工工艺及其夹具设计(含cad图,机械加工工序卡)

车床拨叉加工工艺及其夹具设计(含cad图,机械加工工序卡)(含选题审批表,任务书,开题报告,中期检查表,论文说明书11000字,CAD图纸7张)
摘 要:车床拔叉是属于操纵控制系统中的一个零件,它主要是用来实现其变速机构的换挡,实现机械速度的改变。本设计书是对该拔叉零件的加工工艺及其夹具进行设计,其零件为铸件,具有体积小,零件复杂的特点。根据零件的性质和零件图上各端面的粗糙度确定毛坯的尺寸和机械加工余量;最后拟定拔叉的工艺路线,制定相关工序的定位夹紧方案,画出夹具装配图。
关键词:加工工艺、夹具设计、拔叉零件、定位、夹紧
The Design of Processing Technology And the Fixture for The Lathe Fork
Abstract: Lathe fork is a component that belongs to the control system. It is mainly used to shift the gears mechanisms, realizing the speed change of the mechanical. The purpose of this paper is to design the processing technology of the fork and its fixture. Lathe fork is a casting which is complex and small. According to its properties and the roughness of every end, the blank size and the machining allowance are determined. Finally, The processing routes of the fork and the positioned clamping program of some relevant parts are formulated , the assembly drawing of the fixture is also drawn . [资料来源:http://Doc163.com]
Key words: Processing technology; Fixture design; Fork parts; Fixed position; Clamp
研究目的、内容、方法、预期成果、条件保障等)
1、课题研究目的是1)培养学生正确的设计思想与设计方法,敢于创造革新;2)培养学生综合、灵活应用所学知识去分析研究和解决制造工艺及工装设计中遇到的一些工程技术问题;3)进一步提高学生调查研究、设计计算、理论分析、查阅资料及绘制图样等各方面的基本技能。
2、研究内容是车床拨叉加工工艺及其夹具设计。
3、研究方法是工厂实习----收集资料----归纳分析----粗、精基准确定----加工工艺路线拟定----工艺规程拟定----影响曲轴加工加工质量的因素及主要对策(典型工序加以分析、研究设计)----指定工序夹具总装图----绘制总装图、零件图----编写说明书
4、预期成果:1)3张以上0号图纸(全部CAD出图) 2)设计说明书一份(1.2万字以上)
5、条件保障:
1)加工工艺规程的制定符合实际生产情况(生产纲领:成批大量)。
2)夹具设计满足工厂加工技术要求,操作方便简单、安全。
3)适当考虑机动操作。 [来源:http://www.doc163.com]
[资料来源:www.doc163.com]
目 录
摘要 …………………………………………………………………………………………1 [资料来源:http://Doc163.com]
关键词………………………………………………………………………………………1
1前言 …………………………………………………………………………………1
2 车床拨叉加工工艺规程的编制…………………………………………………………2
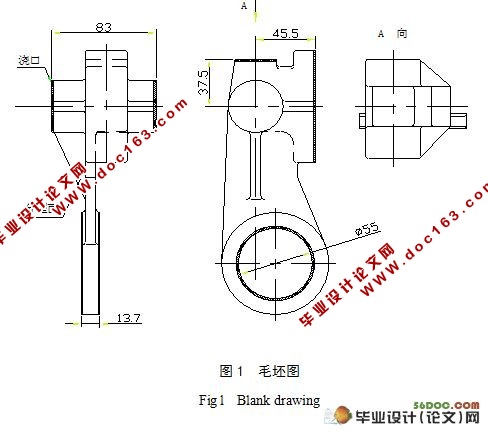
2.1 拨叉的工艺性分析及毛坯确定…………………………………………………2
2.1.1 拔叉的工艺分析 ………………………………………………………2 [资料来源:www.doc163.com]
2.1.2 确定生产类型……………………………………………………………3
2.1.3 确定零件毛坯……………………………………………………………3
2.2工艺路线的拟定………………………………………………………………4
2.2.1加工工艺过程………………………………………………………………4
2.2.2定位基准的选择……………………………………………………………4 [资料来源:http://doc163.com]
2.2.3零件各加工面加工方法的选择……………………………………………4
2.2.4加工工艺路线方案的比较…………………………………………………5
2.3机械加工余量、工序尺寸及公差的确定…………………………………………8
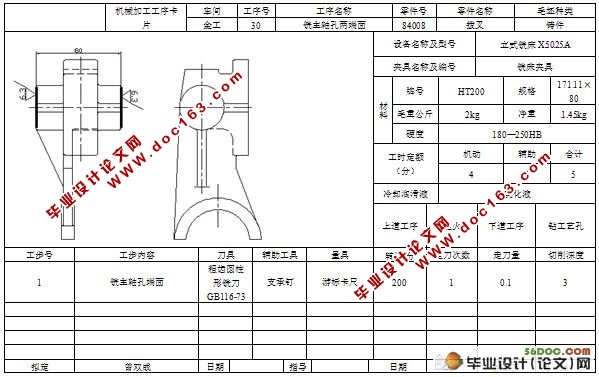
2.4切削用量及时间定额的确定 ……………………………………………………9
2.4.1 切削用量的确定…………………………………………………………9
2.4.2 时间定额…………………………………………………………………10
[版权所有:http://DOC163.com]
3 专用夹具的设计…………………………………………………………………………11
3.1钻床夹具的设计…………………………………………………………………11
3.1.1精度与批量分析…………………………………………………………11
3.1.2夹具装配图的绘制………………………………………………………11
3.1.3夹具设计方案的确定…………………………………………………12 [来源:http://Doc163.com]
3.1.4夹紧力的计算 ………………………………………………………12
3.2铣床夹具的设计…………………………………………………………………14
3.2.1精度与批量分析……………………………………………………14
3.2.2夹具装配图的绘制………………………………………………………14
3.2.3夹具设计方案的确定…………………………………………………15
3.2.4夹紧力的计算……………………………………………………………15
3.2.5心轴强度的校核…………………………………………………………16
4结论………………………………………………………………………………………17
参考文献 ………………………………………………………………………………18
致谢………………………………………………………………………………………18
附录………………………………………………………………………………………18 [版权所有:http://DOC163.com]
附录
附录1:机械加工工艺过程卡片
附录2:机械加工工序卡片
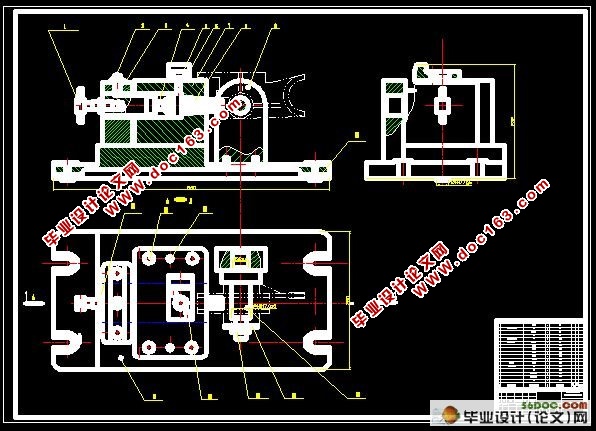
附录3:CA6140车床拨叉的铣床夹具装配图
附录4:CA6140车床拨叉的钻床夹具装配图
附录5:铣床夹具体零件图
附录6:对刀块零件图
附录7:拨叉零件图
附录7:螺纹导向元件零件图
[版权所有:http://DOC163.com]
上一篇:犁刀变速齿轮箱体加工工艺及其夹具设计(含cad零件图和装配图)