
新能源乘用车车身焊接生产线和夹具设计(含CAD图,CATIA三维图)
新能源乘用车车身焊接生产线和夹具设计(含CAD图,CATIA三维图)(任务书,开题报告,外文翻译,周进展情况,实习报告,论文说明书14000字,CAD图8张,CATIA三维图)
摘要
汽车车身是构成汽车的四大部分之一,在新能源汽车中,车身焊接生产线和夹具的设计对整车的质量有着重大意义。但是在我国,还是缺乏一定的自主设计的能力,在这一方面是比较欠缺的,存在着质量不可靠以及效率比较低的问题。
本文首先根据依维柯新能源汽车的生产要求,介绍了生产线布局设计的原则,以及在实际生产中生产线布局的类型。具体是针对依维柯新能源车型的年产量,确定了生产纲领和类型,再结合生产线的平衡设计原理,计算工位,实现了生产线工位的优化布局,设计了符合实际生产要求的焊接生产线。然后,对于车门内板进行了焊接夹具的设计,对于每一个零件进行三维建模,再进行装配,得到焊接夹具完整的三维模型。最后,对所得到的模型进行了有限元分析,得到设计满足实际生产要求的结论。
通过对依维柯新能源汽车焊接生产线的布局优化,提高了生产效率,对于设计的夹具进行了分析,保证了产品质量,具有很好的工程意义。
关键词:焊接;夹具;建模;有限元
ABSTRACT [资料来源:http://Doc163.com]
The body of passenger vehicle is one of the most four parts which are constituting car. In the new energy vehicles, body welding production lines and fixture design quality vehicle is of great significance.
Firstly, according to production requirements Iveco new energy vehicles, introduced the principle of production line layout design, layout and production line in the actual production types. Specifically for Iveco's annual new energy models, to determine the type and the production program was designed in line with the requirements of the actual production welding production lines. Finally, for the inner door plate welding fixture design, and modeling and analysis.
By optimizing the layout of the new energy vehicles Iveco welding production lines, improve production efficiency, the design of the fixture were analyzed to ensure product quality, with good engineering significance.
Key words: Welding; Jig; Modeling; FEM
本文的目标车型为纯电动驱动的依维柯都灵A32,车门形式为前开门、侧拉门和后开门。外形尺寸为4845×2000×2500mm,车厢内部尺寸为2660×1840×1690mm,总质量3550kg。年产量为100000辆。
 [资料来源:https://www.doc163.com]
[资料来源:https://www.doc163.com] 
目录
摘要 I
ABSTRACT II
第一章绪论 1
1.1研究的目的与意义 1
1.2焊接夹具和生产线国内外研究概况 1
1.2.1 国外研究概况 1
1.2.2 国内研究状况 2
1.3本文的研究内容 2
第二章 白车身焊接生产线的介绍 3
2.1 白车身焊接生产线的构成 3
2.2白车身焊接工艺流程 4
[资料来源:http://Doc163.com]
2.3现代车身焊接生产特点及要求 4
2.3.1 新材料与焊接新技术 4
2.3.2 车身焊接质量 4
2.3.3 装焊几何尺寸精度 5
2.3.4柔性混合装焊生产 5
2.3.5 焊接生产线装备高度自动化 5
2.4车间布局 5
2.4.1车间布局形式 5
2.4.2车间布局原则 6
2.5本章总结 6
第三章焊接生产线的总体设计 7
3.1目标车型介绍 7
3.2生产类型与工艺特点 7
3.2.1生产纲领的确定 7
3.2.2 生产批量 7
3.2.3生产类型 8
3.3依维柯整车生产线的介绍 8
3.4白车身左前门焊接生产线的设计 9
3.4.1 工艺路线的设定 9
3.4.2工序时间的制定 10
3.4.3焊接机器人系统 11
3.4.4布局方案设定 12 [资料来源:Doc163.com]
3.4.5控制系统 13
3.4.6输送装置 14
3.5 本章总结 15
第四章 轿车车门内板焊装工艺 16
4.1电阻焊的分类 16
4.2前车门结构及其装配过程 17
4.2.1前车门总成及其装配过程 17
4.3 焊接接头的型式 17
4.4 焊点的布置原则 18
4.4.1 焊点的形状与尺寸 18
4.4.2 点焊的基本要求 18
4.4.3 焊点的布置 19
4.4.4 点焊的顺序 19
4.5结构的开敞性 20
4.6 精度的合理性 20
4.7 本章小结 21
第五章 夹具的总体设计 22
5.1 定位与夹紧 22
5.1.1 基准的概念 22
5.1.2 工件定位的基本原理 22
5.1.3 夹紧 22
5.2焊接夹具的作用及分类 22 [来源:http://www.doc163.com]
5.2.1焊装夹具的作用 22
5.2.2焊接夹具的分类 23
5.3焊接夹具的设计要求 23
5.4焊接夹具设计流程图 23
5.5定位夹紧元件的设计 24
5.6主要零件的设计 26
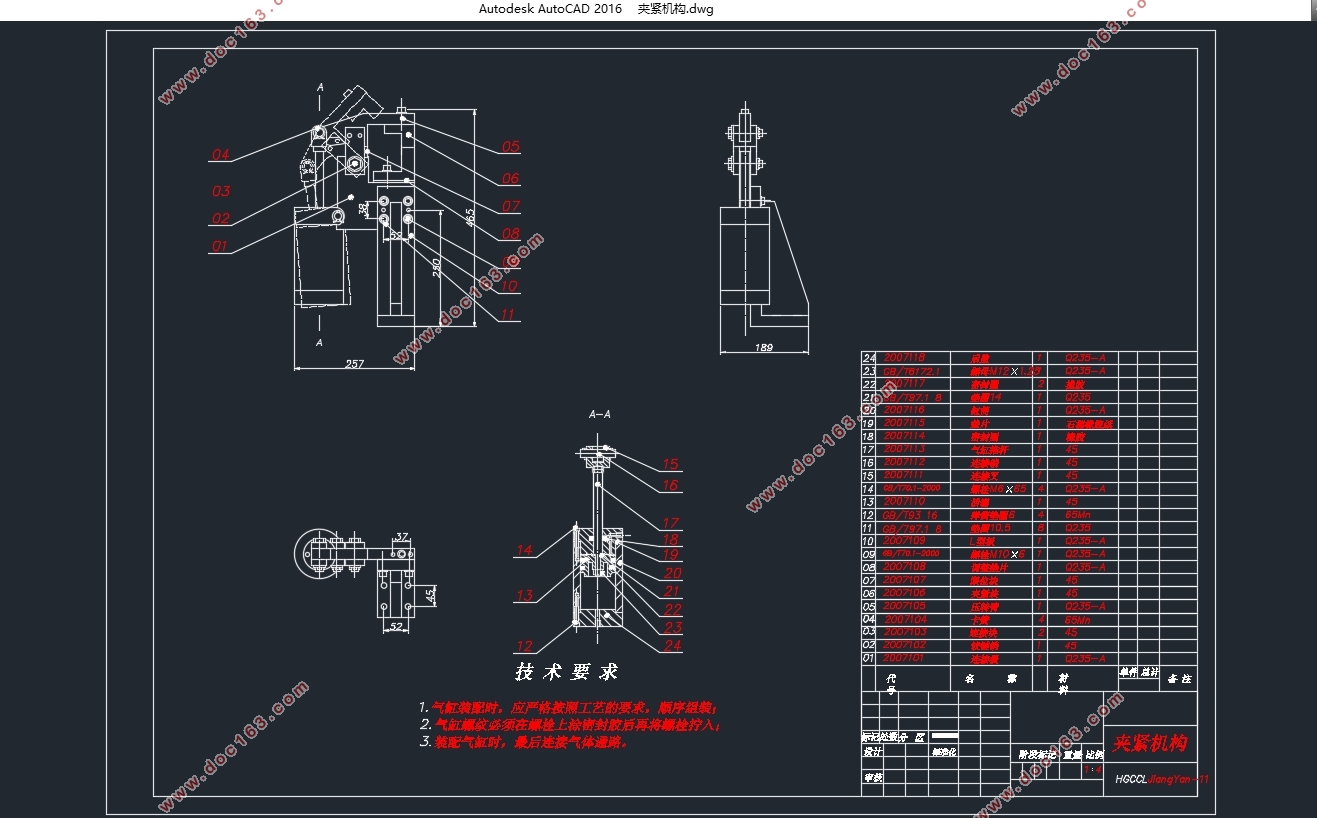
5.6.1 夹紧单元(POST) 26
5.6.2 L-型板 27
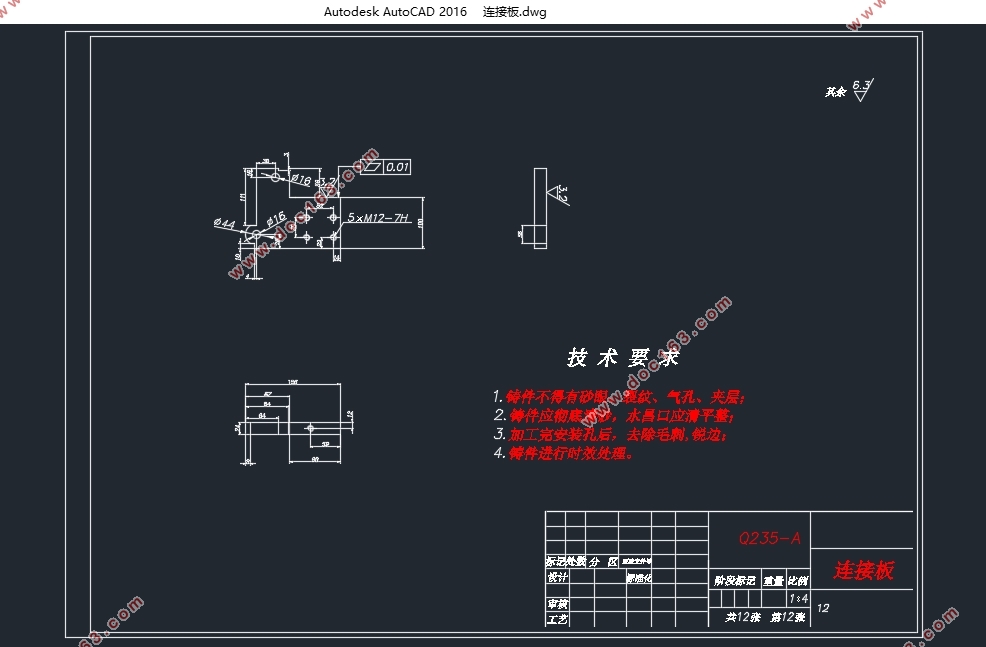
5.6.3支撑板(连接板) 28
5.6.4压头 29
5.6.5夹紧块 29
5.6.6调整垫片及限位板 29
5.6.7定位销 30
5.6.8基板 30
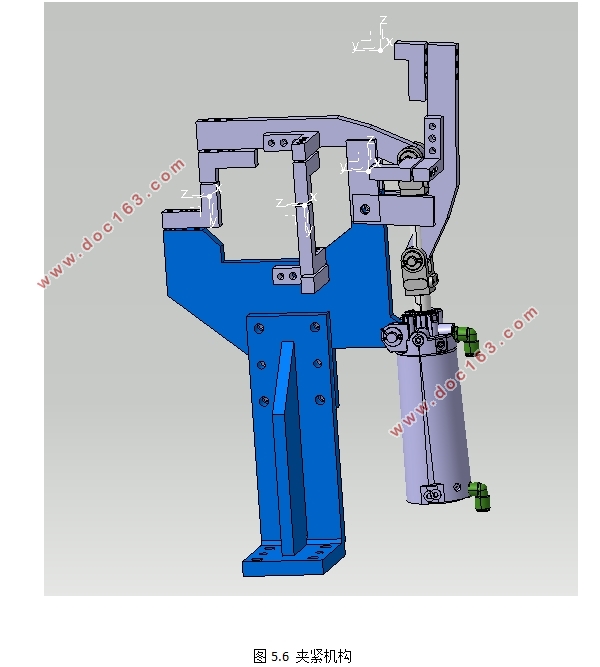
5.6.9旋转机构 31
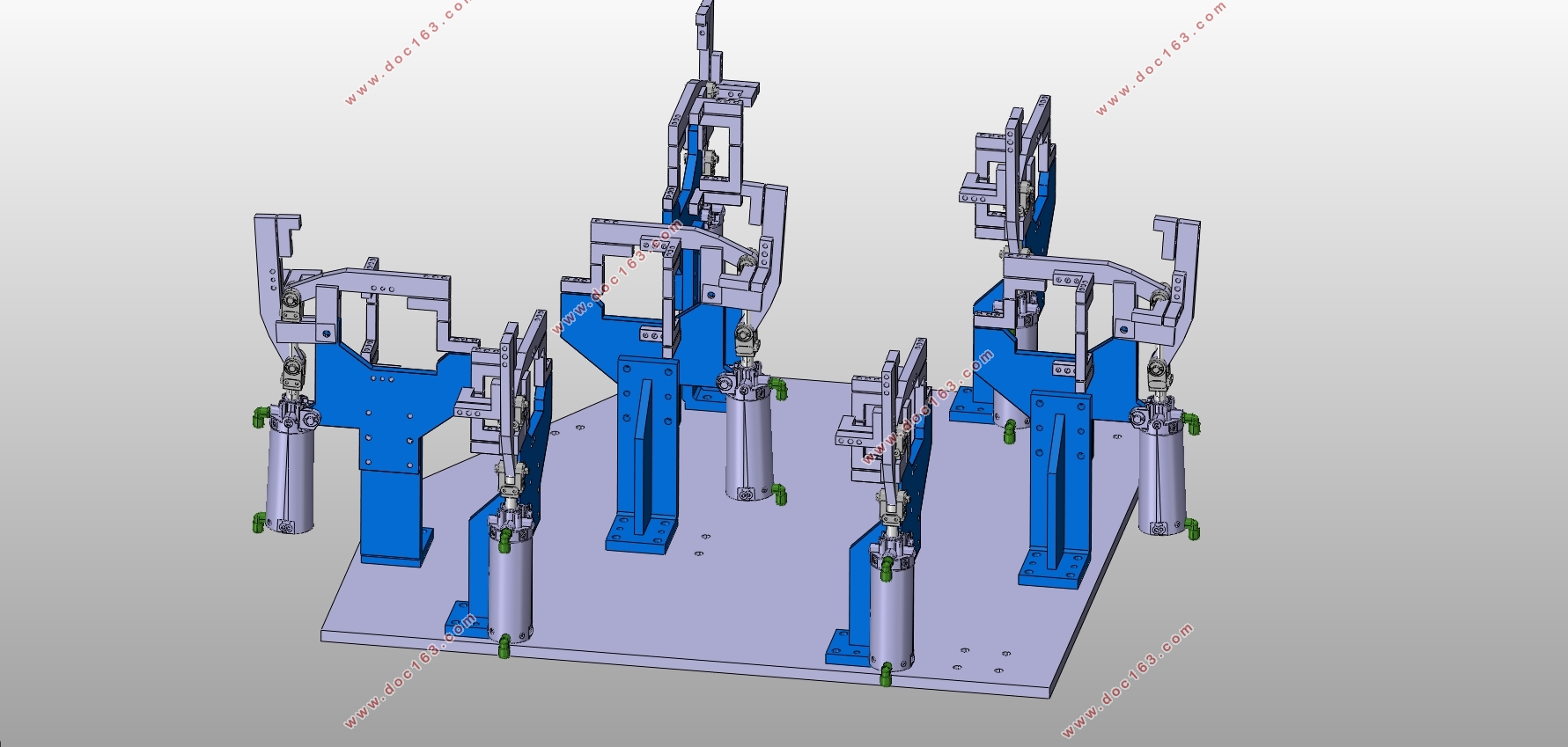
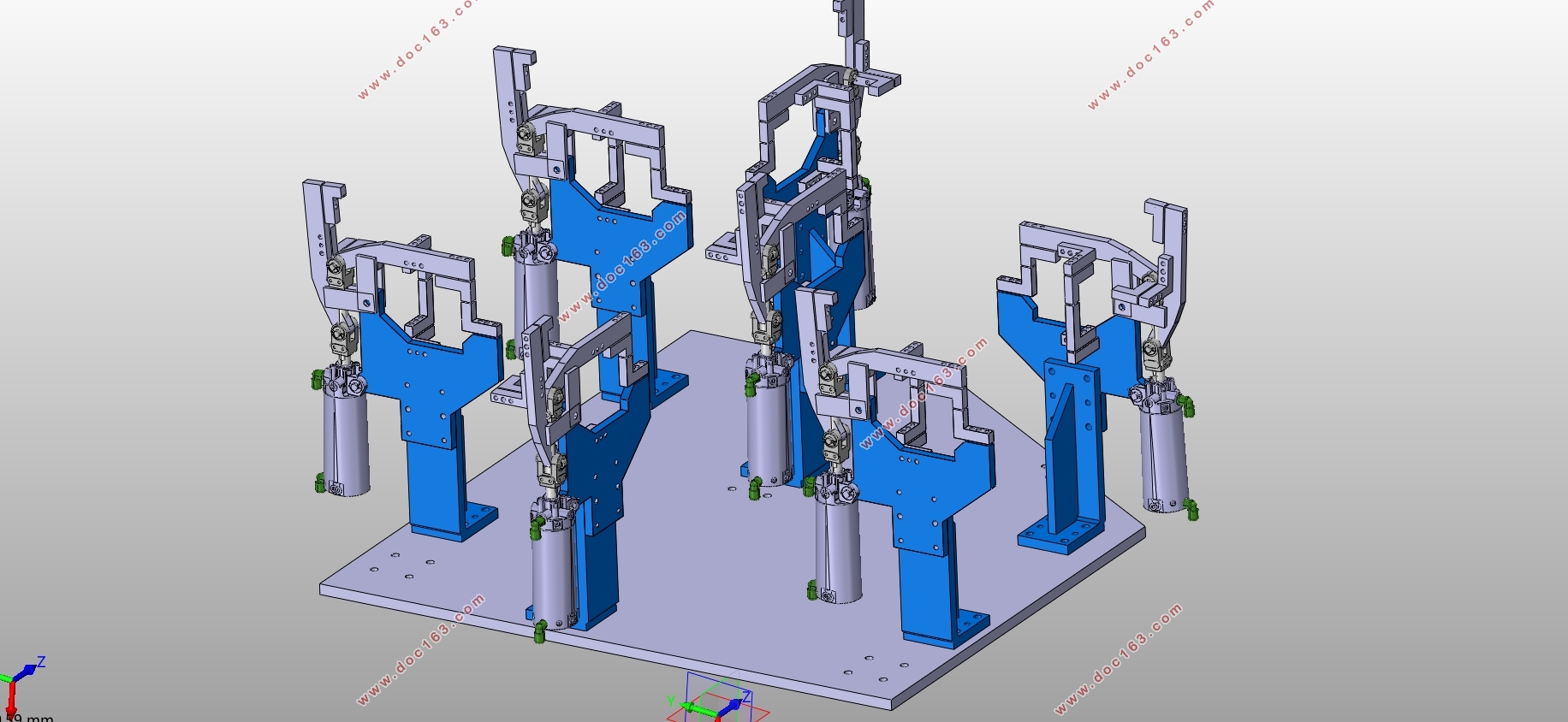
5.6.10 夹具装配图 32
5.7相关计算 33
5.7.1压转臂张开角计算 33
5.7.2气缸夹紧力计算 34
5.8夹紧块的有限元分析 36
5.8.1 划分单元 36
5.8.2 相关形变 37
5.8.3应力分析 38
[资料来源:https://www.doc163.com]
5.9 本章总结 38
第六章 总结与展望 39
6.1 总结 39
6.2 展望 39
参考文献 41
致谢 41 [资料来源:Doc163.com]
上一篇:工业机器人夹具设计及其3D打印实现(含CAD图,inventor三维模型)
下一篇:发动机连杆加工工艺与夹具设计(含CAD零件图装配图,PROE三维图)