
轴承座的工艺及钻孔夹具装置设计(含CAD零件图装配图,工艺卡)

轴承座的工艺及钻孔夹具装置设计(含CAD零件图装配图,工艺卡)(任务书,外文翻译,论文说明书10600字,工艺卡,CAD图纸2张,答辩PPT)
摘 要
本次毕业设计的题目是轴承座的工艺及钻孔夹具装置设计。该零件的主要加工表面是平面和孔。由加工工艺原则可知,保证平面的加工精度比保证孔的加工精度容易。所以本设计遵循先面后孔的原则。并将孔和面的加工明确划分成粗加工和精加工阶段以保证加工精度。根据零件技术要求,编制合理适用的工艺规程,选择合适的机床,设计合理的专用工装夹具,解决加工难点,提高产品质量。通过本次设计对所学专业课程的理论加以综合并增加生产实践知识,经过实际训练,从而培养和提高个人独立工作的能力。巩固所学相关课程内容,熟练掌握其设计方法和步骤,为我以后的工作打下坚实的基础。
关键词: 毕业设计,设计说明书,机械加工,工艺规程
ABSTRACT
The subject of this graduation project is the bearings part of the process planning and some special fixture design process .Bearing part of the main processing surface is flat and the hole .Known by the principle of processing technology to ensure plane precision than the hole to ensure easy. Therefore,this design follows the principles of the hole after the first plane .And a clear hole and surface processing divided into roughing and finishing stages to ensure accuracy.The bearings part of the process planning according to part size, high precision, the characteristics of complex structure, the preparation of a reasonable application of technical rules, select the appropriate machine tools, special tooling designed to address the processing difficulties, improve product quality. Through this design of the school curriculum to be integrated theoretical and practical knowledge to increase production, through practical training, thereby developing and enhancing the ability of individuals to work independently. Consolidate the relevant course content, master the design method and procedure, and I will work to lay a solid foundation.
KEY WORDS: graduation design, design specifications, machining, process planning字典
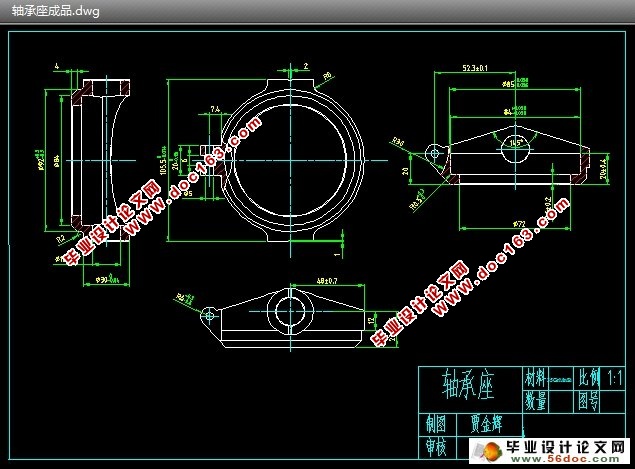
1.1零件的作用
轴承座是用来支撑轴承的,固定轴承的外圈,仅仅让内圈转动,外圈保持不动,始终与传动的方向保持一致(比如电机运转方向),并且保持平衡。轴承座的概念就是轴承和箱体的集合体,便于应用,这样的好处是可以有更好的配合,更方便的使用,减少了使用厂家的成本。
1.2零件的工作条件
零件要和铸造的轮毂外支座焊接而形成的内轮毂,内支座装有低压转子前轴承,在轮毂内支座上压装有隔热环,隔热环与内支座形成的空腔里通入低压压气机出口空气,防止防冰热空气的高温传给前轴承。
所以说,零件是在高温、高压的环境下工作的。
该零件图样的视图,尺寸和技术要求齐全、正确;零件材料选用ZG35GrMnSi, 毛坯类型属于铸件。
该零件主要加工表面及技术要求如下(另附零件图):
(1)铸造尺寸公差按HBO-7-67ZZJ3。
(2)未注明铸造圆角半径R3-R5。
(3)HRC30-36。
(4)Φ84 0-0.13 与轴承配合间隙0.01-0.03。
(5)一般尺寸公差按HB5800-82。
[资料来源:www.doc163.com]
(6)铸造后毛坯要进行时效处理。
时效处理:指合金工件经固溶处理,冷塑性变形、铸造或锻造后,在较高的温度或室温放置,其性能、形状、尺寸随时间而变化的热处理工艺。若采用将工件加热到较高温度,并较短时间进行时效处理的时效处理工艺,称为人工时效处理。若将工件放置在室温或自然条件下长时间存放而发生的时效现象,称为自然失效处理。在机械生产中,为了稳定铸件尺寸,常将铸件在室温下长期放置,然后才进行切削加工,这种措施也被称为时效处理。但这种时效不属于金属热处理工艺。时效处理的目的是消除工件的内应力,稳定组织和尺寸,改善机械性能等。
[来源:http://Doc163.com]

[来源:http://www.doc163.com]
目 录
摘要 I
ABSTRACT II
前 言 III
第1章 零件图分析 1
1.1零件的作用 1
1.3零件的结构分析 2
1.4零件的重要表面和技术要求 2
1.5材料分析 3
第2章 毛坯工艺的确定 4
第3章 零件工艺规程的制定 5
3.1加工方法的选择 5
3.2加工阶段的划分 5
3.3工序集中与分散 6
3.4定位基准选择 7
3.5辅助工序的安排 8
第4章 工艺尺寸换算 11
4.1径向工序尺寸 11
4.2轴向工序尺寸 11
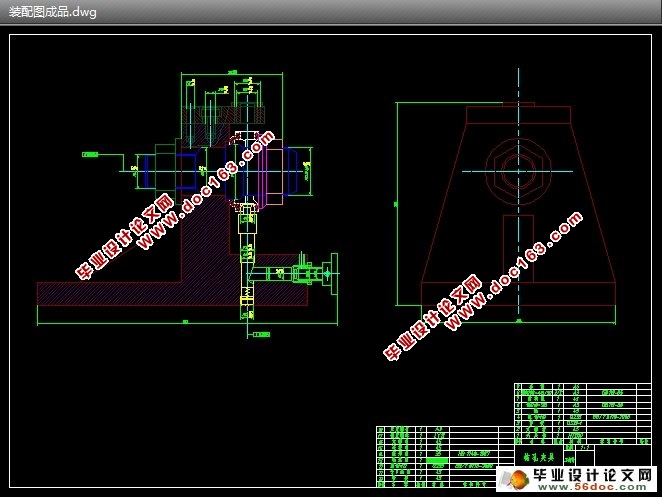
第5章 夹具设计 12
5.1夹具的分类 12
5.2钻床夹具 13
5.3夹具定位元件的选择 14
5.4所选定位元件限制工件自由度分析 14 [来源:http://Doc163.com]
5.5夹紧力的分析 15
5.6夹具精度分析 15
第6章 特种检验 18
6.1特种检验 18
结 论 19
参考文献 20
致 谢 21
毕业设计小结 22
附录一:外文资料翻译 23
附录二:工艺规程 42
[资料来源:https://www.doc163.com]
上一篇:外筒工艺及磨床夹具设计(含CAD零件图装配图,工艺卡)