
异形轴数控加工工艺设计(含CAD图,UG三维图,加工程序清单,刀具卡工艺卡)
异形轴数控加工工艺设计(含CAD图,UG三维图,加工程序清单,刀具卡工艺卡)(任务书,设计文说明书7800字,CAD图纸1张,UG三维图1张,加工程序清单,刀具卡,工艺卡)
摘 要
通过对需要加工的零件,进行结构与技术要求的分析和加工工艺的分析及刀具及机床的选择,使得自己对所学的知识做一次全面的总结。在这个过程中也了解到关于数控技能方面的一些操作规程。零件的结构关系着整个设计方案的设计思路和逻辑思维顺序,而技术要求则是在零件加工过程中要求零件的完整性与正确性,对材料的选择也是需要及其用心分析的。结构工艺则包括精度分析,粗糙度分析,尺寸标注应符号数控加工特点。
关键词:机床的选择,工艺,精度分析
.1 零件完整性与正确性分析
1.1.1 零件的完整性分析
异形轴,它的功用一般为支承传动件(如齿轮、带轮、凸轮等)、传递转距,除承受交变弯曲应力和扭转应力外,还受冲击载荷作用,因此,对其要求有较高的综合力学性能。
1.1.2 零件的正确性分析
零件加工为成品时其用途是要达到预期效果的,而往往因为各方面的原因,零件的精确度总会受到一定的影响,所以零件的正确性需要在各个因素约束下才能达到。通过加工工艺的调整使零件在加工过程中达到要求的精度,是设计内容中的一个重要部分。 [资料来源:Doc163.com]
1.2 材料分析.
1.2.1 材料分析
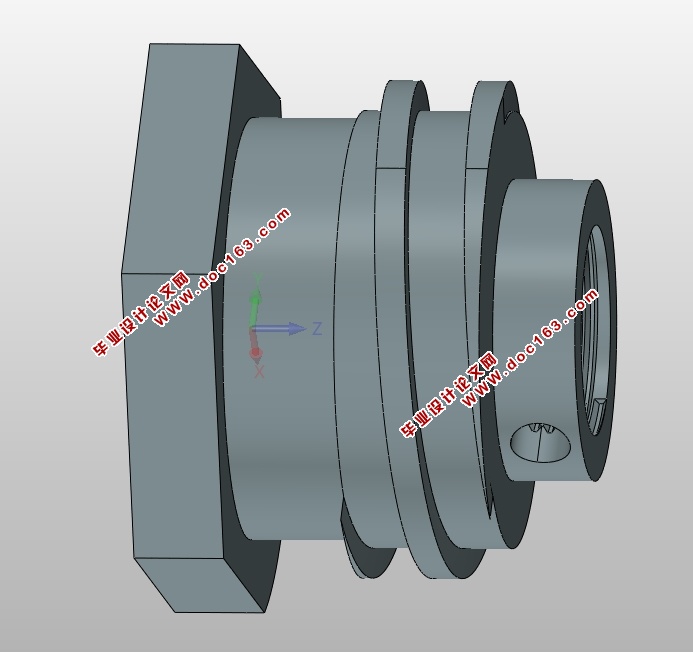
毛坯尺寸为Φ80mm×70mm,工件较长属细长轴的加工有一定的难度。需选择合理的机床并采用相应的加工方案,选择合理的切削参数及刀具获得表面粗糙度 Ra3.2
零件切削所选择的材料是45钢,经过正火可以:
改善组织结构和切削加工性能。
消除内应力。
该零件在毛坯锻造后正火可以消除其锻造时产生的内应力,细化晶粒,降低硬度,改善了加工性能。
由于粗加工后已切除大部分的余量,工件直径减小,容易淬透,经高温回火使中心层能得到韧性好耐冲击的回火索氏体组织。调质处理又能消除一部分粗加工后引起的内应力,代替了时效处理,且调质后工件产生的变形可以在后道工序中消除。精车后进行高频淬火以提高主轴的强度硬度和耐磨性,起淬火变形可以通过后续工序的磨削加工来消除,故该零件的选材及热处理要求合理。
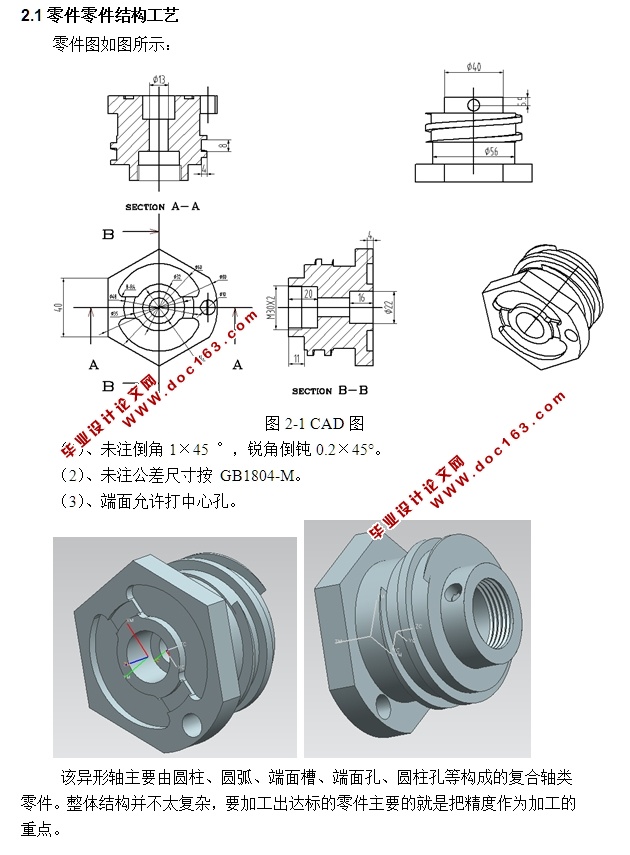
零件零件结构工艺
(1)、未注倒角1×45 °,锐角倒钝0.2×45°。
(2)、未注公差尺寸按 GB1804-M。
(3)、端面允许打中心孔。
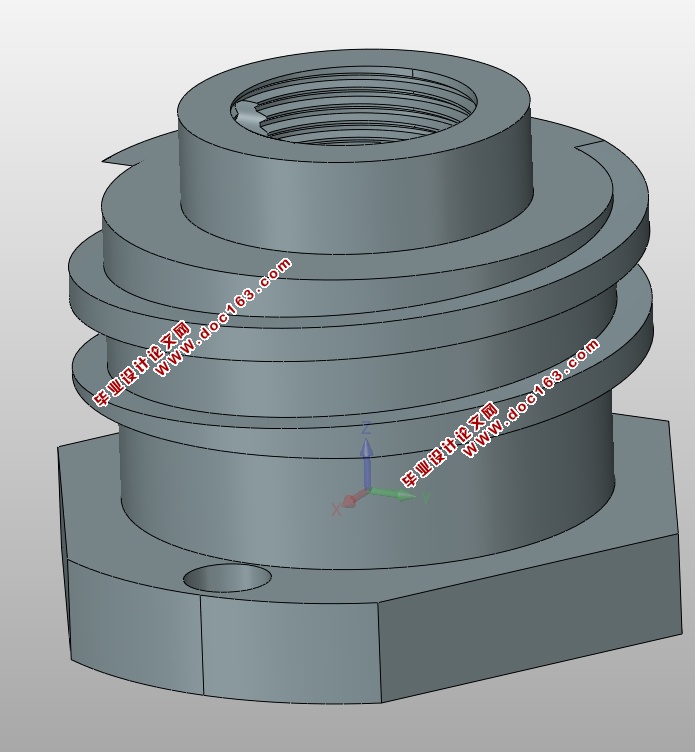
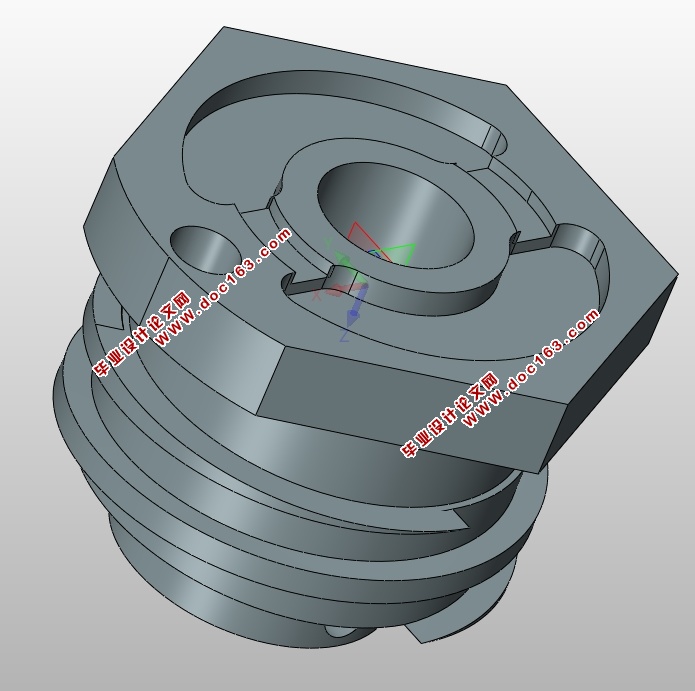
该异形轴主要由圆柱、圆弧、端面槽、端面孔、圆柱孔等构成的复合轴类零件。整体结构并不太复杂,要加工出达标的零件主要的就是把精度作为加工的重点。 [版权所有:http://DOC163.com]
[来源:http://Doc163.com]


[资料来源:Doc163.com]
目 录
摘 要 1
第一章 零件结构及毛坯分析 2
1.1 零件完整性与正确性分析 2
1.1.1 零件的完整性分析 2
1.1.2 零件的正确性分析 2
1.2 材料分析. 2
1.2.1 材料分析 2
第二章 零件图分析 3
2.1零件零件结构工艺 3
2.2加工精度要求 4
第三章 加工工艺分析 5
3.1 定位基准的选择 5
3.2 加工顺序的安排 5
3.3 切削用量的选择 6
3.3.1主轴转速的确定 7
3.2.2进给速度的确定 7
[版权所有:http://DOC163.com]
3.3.3背吃刀量的确定 7
3.4 切削液的选择 7
第四章 数控加工刀具卡 9
4.1选择数控车削用刀具 9
4.2选择数控钻削和铣削用刀具 9
第五章 数控加工工艺卡 10
第六章 程序的编制 13
6.1数控车削程序的编制 13
6.2数控铣削和钻削程序的编制 16
总 结 24
致 谢 25
参 考 文 献 26 [来源:http://www.doc163.com]
上一篇:加工中心典型支座零件加工(含CAD图,UG三维图,程序清单,工艺工序卡)
下一篇:弧面蜗杆加工专用数控机床设计(含CAD零件图装配图)