
CKP预粉磨设计(总体及壳体)
摘 要
本课题来自海安鹏飞集团,该集团原有一台小规格的立式磨,但不能满足客户的日产2500t的42.5级水泥的要求,需要改进设计一台CKP磨。本设计的设计原则是提高粉磨能力、增大入料粒度、减少工艺流程和占地面积、减小环境污染、降低电耗、增加生产效率。该CKP磨是在吸收国内外先进技术、经验和教训的基础上,研制出的一种高效节能的水泥预粉磨设备。本设计是根据理论计算和实践类比法确定CKP磨规格参数和工作参数,进行结构设计。本课题是按设计任务的要求计算出磨机的产量,然后再利用倪文龙老师的《中心进料三辊立磨的设计方法》一文的设计思路和现今正在使用的CKP磨的工况参数的统计资料进行磨机的主要参数的设计计算。本设计改变了立式磨用风机选粉而采用回转筛的方法,从而降低了电耗。 [版权所有:http://DOC163.com]
关键字:CKP磨 立磨 生产效率
[来源:http://www.doc163.com]
Abstract
This subject comes from Peng Fei group, which the group originally had a small specification shaft mill, but can't satisfy the customer's requesting of produce 2500 t/ d of 42.5 classes cements,so a set of CKP mill was demanded to design.The principle of this design is to increases the ability of powder,enlarge the degree of grain into the shaft mill,reduce the craft process and the area of covering,reduce the pollution of the environment and the electricity consume, increase the produce efficiency.The CKP mill absorbed the domestic and international advanced technique, experience ,was researched to manufacture a kind of efficiently cement equipment that can economize on energy’s previous smash mill.This design according to the theories compute and practical method computes with the certain CKP mill’s specification parameter ,work parameter then proceeding construction design. This lesson according to the reguest of the design mission work out the output of mill,then make use of Niwenlong teacher’s text 《The design method of center input material three wheels shaft mill》,according to the design method of this text and the using CKP at present mill’s working parameter statistics data then compute the main parameters. [来源:http://Doc163.com]
Keywords: CKP mill shaft mill produce efficiency
水泥粉磨技术的发展状况:进入90年代以来,立磨及辊压机技术得到进一步发展。各制造商都在提高设备可靠性,提高耐磨衬板(衬套)的使用寿命,改进磨盘、选粉机及其它部件结构,提高粉磨效率,进一步降低电耗等方面做出了很大努力。由于生料配合原料的易磨性比熟料好的多,对机械性能要求不是很高,加之原料有烘干要求,立磨终粉磨技术在原料粉磨方面应用的更为广泛。对于水泥粉磨,国际上多采用辊压机预粉磨系统。为了和欧美的辊压机预粉磨系统相抗衡,日本川崎重工于1987年开发出CKP磨预粉磨系统并逐步得以完善。宇部兴产也相继开发立磨预粉磨系统。目前这项技术广泛用于日本和东南亚地区。在中国已用于江南――小野田和华新水泥厂。和辊压机相比,立磨用于熟料粉磨的主要优点在于要求的磨辊压力低,因而对轴承及磨损件的要求低,即采用同样的材质,立磨的设备可靠性、磨损件的寿命等优于辊压机。例如:立磨磨损件的寿命可达2万小时以上。同时立磨磨损件的更换极其方便。另外,立磨预粉磨系统简单,系统的运行可靠性较高。欧洲一些公司在一些工程中也采用立磨预粉磨系统粉磨熟料。
CKP预粉磨系统的发展:日本川崎重工从1985年开始研究辊式磨预粉磨系统。1987年10月,开发了CKP预粉磨系统,目前有四种工艺流程。中国、日本、台湾、朝鲜等国家和地区的十几个水泥厂已经开始采用该系统。1985年,秩父水泥公司和川崎重工业公司开始联合开发CKP预粉磨系统,第一套预粉磨系统装机容量4100KW的磨机于1987年,安装在秩父水泥公司的秩父水泥厂。
在《世界水泥》2000年第8期一篇有关台湾水泥工业的文章中,曾介绍了中国最大的水泥项目的建设情况。台湾水泥公司(Taiwan Cement Corporation)付总裁Hui-Sheng Yang和TCC公司的Jason Ching-Song kuo及Ker-Fu Lu介绍了这座最大水泥厂的规划和建设情况。1994年,台湾水泥最大生产厂家台湾水泥公司(TCC)决定在花莲县和平工业区兴建和平水泥厂。和平工业区由ROC经济部(MDEA)工业发展局(IDB)开发,这是按照政府的基于环境考虑,将所有水泥厂从1986年起全部迁至台湾东海岸的决定进行的。
自投运以来,该系统一直处于良好的运行状态,生产的水泥质量显著提高,磨机维修费用低,同时,水泥产量显著提高,磨机功率消耗显著降低,为了改善CKP预粉磨系统的性能和运转性,两公司继续开发和试验新的系统,结果,1990年他们成功地开发了部分预粉磨熟料再循环到CKP磨机中的系统,即CKP――R系统。
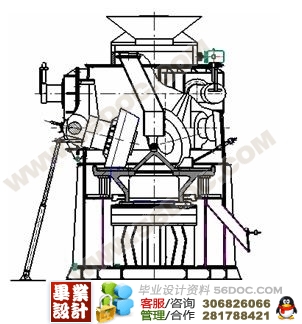
CKP磨具有以下特点:
――磨机不带选粉装置(如分离器),因此结构很简单,不需要空气选粉设备。
――磨辊由液压传递通过连杆系统操作。
――辊套为球面结构,由高铬铸铁制作。
――磨盘为圆锥台状结构,由高铬铸铁制作。
目录 [版权所有:http://DOC163.com]
0 引言…………………………………………………………………………………1
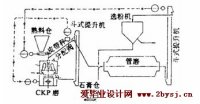
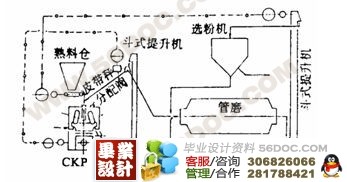
1 粉磨系统的工艺流程………………………………………………………………3
1.1 循环预系统 ……………………………………………………………………3
1.2 单路预粉磨系统及其特点 ……………………………………………………3
1.3 并联预粉磨系统 ………………………………………………………………4
1.4 烘干预粉磨系统 ………………………………………………………………4
2 CKP磨作为水泥预粉磨的优越性 …………………………………………………6
3 CKP磨和辊压机比较 ………………………………………………………………9
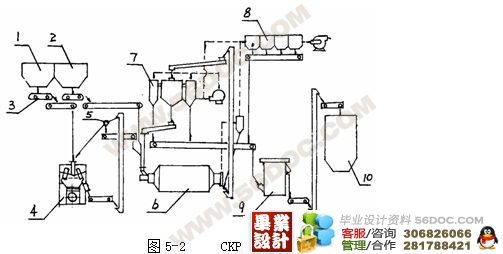
4 CKP预粉磨的工作原理、结构特点及设计性能…………………………………10
4.1 CKP预粉磨的工作原理 ………………………………………………………10
4.2 结构特点………………………………………………………………………10
4.3 磨机的振动……………………………………………………………………10
5 主要设计内容 ……………………………………………………………………12
5.1 磨机规格(磨盘直径)的确定…………………………………………………12
[资料来源:http://Doc163.com]
5.2 磨盘转速的确定………………………………………………………………14
5.3 辊子尺寸的确定………………………………………………………………14
5.4 CKP磨液压力的设计 …………………………………………………………15
5.5 磨盘上料层最佳厚度设计……………………………………………………16
5.6 入料最大粒度设计……………………………………………………………16
5.7 CKP磨有效碾压区设计 ………………………………………………………17
5.8 磨辊压力、表观压应力设计…………………………………………………17
5.9 主电机功率计算………………………………………………………………18
5.10 CKP预粉磨主要技术参数汇总 ………………………………………………19
6 结论 ………………………………………………………………………………20
主要参考文献 ………………………………………………………………………21
设计工作小结 ………………………………………………………………………22
附件清单 ……………………………………………………………………………23
附件清单
1 CKP磨总装图 CKP1650-00 A0
2 中部筒体 CKP1650-01 A0
3 下部筒体 CKP1650-03 A0
4 门框 CKP1650-01-01 A0
[资料来源:http://Doc163.com]
5 外壳体 CKP1650-01-02 A1
6 底座 CKP1650-07 A1
7 观察门 CKP1650-01-03 A3
8 环肋 CKP1650-01-101 A3 [资料来源:http://www.doc163.com]
9 密封垫 CKP1650-01-102 A4
10下边法兰 CKP1650-01-103 A4
11 接料口 CKP1650-01-104 A4
12 挡料装置座 CKP1650-01-106 A4
13上边法兰 CKP1650-01-107 A4 [版权所有:http://DOC163.com]
14 销轴 CKP1650-01-108 A4
[资料来源:http://Doc163.com]
上一篇:高速数字多功能土槽试验台车的设计