
�����������Ť����װ�õ����

1.����ע���¼,֧��������ʾ�������ɻ�ȡ������.
2.��������ҳ���ܵ�Ϊ,���غ���ˮӡ.����ѧϰ�ο�֮��.
�� �� �� ��������
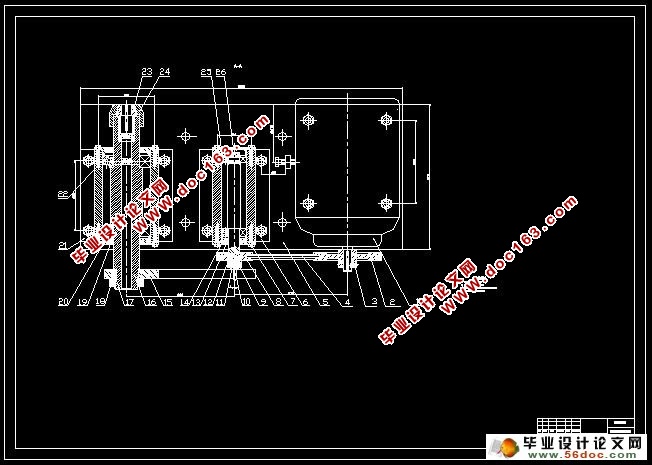
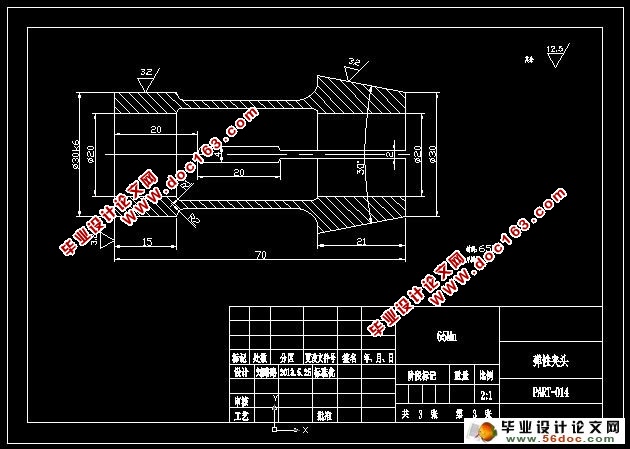
�����������Ť����װ�õ����(������,���ⱨ��,���ķ���,���ȼƻ���,����˵����18000��,cadͼֽ3��)
ժ Ҫ
�ӹ��ǽ��������ӹ�����õļӹ����ա���ͳ��,�ӹ��Ľ����г���Լռ�����ӹ��ܽ����г�����1/3,��ͷ�IJ���Լռ�����ܲ�����60%��Ŀǰ���ڼӹ�С�Ĺ��շ�����Ȼ�϶�,��Ӧ����㷺������ʵ������ǿ�����Dz����黨�������ӹ������ŶԿӹ�������Ч�ʵ�Ҫ�����,��ͳ��������������ʾ������ľ�����,��������Ѹ�ٷ�չ��������������������ʾ������ص����Ƽ�������Ӧ��ǰ����������Ҫ������������������������������һ����֧��������ͨ���������������������ͨ����װ��ʹ��ͷ�빤��֮������ɿص�����˶�����ʽ��Ҫ������,��������Ťת������
���Ľ��������ƥ��ӹ�������ʵ�־�����ļӹ����������Ť����װ�ã��ۺϷ������������Ĺ���Ч������Ƶ����������Ŀǰ��Ӧ���ڿӹ�(�����ꡢ�����¡�������˿��)����Բ�����ӹ��������ʵ��������������м���������������ӹ��ԡ���ӹ��������ӳ��������������⣬������Ҳ��������չ��
�ؼ��� �� �黨�� �������� ����װ�� ����Ƶ��
[������Դ��https://www.doc163.com]
Abstract
Hole processing is the most commonly used metal cutting machining processing technology. According to statistics, hole machining of metal removal accounted for about one-third of the total machining metal removal of the, drill production accounted for about 60% of the total tool production. Process methods now used for machining small holes while more, but the strongest is still the most widely used, the production practicality is uses the twist drill drilling processing. As the hole of the requirement of increasing the quality and efficiency, the traditional drilling technology has shown great limitations, in recent years the rapid development of the vibration drilling technology is increasingly shows its unique advantages and broad application prospects.Vibration drilling is mainly introduced in this paper, the vibration drilling is a branch of vibration cutting, the difference between it and common drilling through vibration device in the process of drilling bit and generate controllable relative movement between parts. Vibration mode mainly has three kinds, namely axial vibration, torsional vibration, and vibration compound. [������Դ��http://doc163.com]
This article tells the story of how the matching processing parameters to achieve precision deep hole machining, and torsional vibration generator is designed, the comprehensive analysis of the vibration drilling technology effect. Low frequency vibration cutting technology has been applied to the machining (including drilling, expanding, hinge, lock, tapping, etc.) and cylindrical turning processing, etc, to solve practical production in cutting machining, such as chip removal, improve processing quality, prolong tool life and other issues, theory also received many development.
Keywords�� Twist drill ��Vibration drilling��Vibration device��Low frequency vibration
����ƣ����Ļ�������Ӧ�ﵽ��Ҫ��
�� ��Ϥ��Ƶ����������ķ�չ���̣��ر��ǽ�ʮ�����������ֱ��С��0.5mm��С�ӹ��� [������Դ��http://doc163.com]
�� ��Ϥ��Ƶ����������Ĺ���Ч����
�� �������յ�Ƶ�����������������ʽ��������(��������ͷ���߷�����ͬ)��Ťת��(��������ͷ��ת������ͬ)������(��������Ťת����)��
�� �����˽���Բ�ͬ�IJ�������Ҫ�ļӹ�������
�� �ܹ�����ʹ�����������Զ�����ϵͳ��ʵ�����������Զ��������ܻ���
Ŀ ¼
ժ Ҫ IV
Abstract V
Ŀ ¼ VI
[��Ȩ���У�http://DOC163.com]
1 ���� 1
1.1 �����������ķ�չ��ʷ 1
1.2 �������Ĺ���Ч�� 2
1.3 ��������Ӧ��ǰ����ǰ�ؿ��� 4
2 ��������ԭ�� 7
2.1 �������Ļ��� 7
2.2 ������ϵͳ���ȶ����������ʧ 8
2.2.1 ������ʱ���������� 9
2.2.2 ������ϵͳ���ȶ��� 10
2.2.3 ����������������������ԭ�� 12
2.2.4 �����ʧ�� 13
3 ��ӹ��ĸ�Ч������� 14
3.1 ��ӹ� 14
4 װ����� 16
4.1 װ�����巽�� 16
4.2 �����ѡ�� 18
4.3 ��������� 20
4.3.1 ȷ�����㹦��Pca 20
4.3.2 ѡ����� 20
4.3.3 ȷ�����ֵĻ�ֱ�� 20
4.3.4 ȷ�����ľ�a�ʹ��Ļ�����Ld 21 [��Դ��http://Doc163.com]
4.3.5 �����������ϵİ���α1 21
4.3.6 ȷ�����ĸ���Z 21
4.3.7 ȷ������Ԥ����F0 22
4.3.8 ������������������ϵ��������ѹ������Fp 22
4.3.9 V������� 22
4.3.10 V���������Ž�װ�� 23
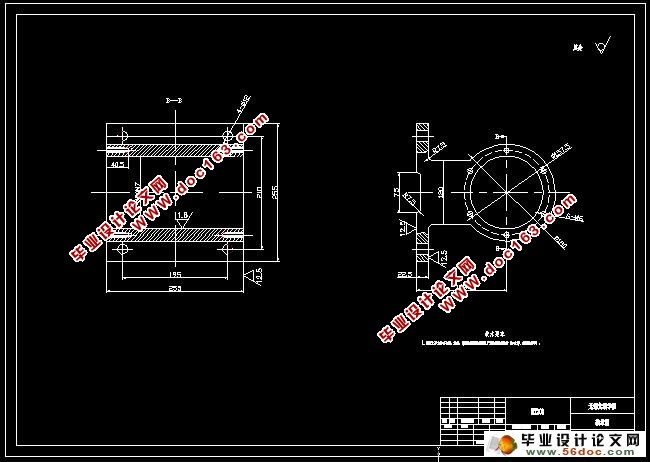
4.4 ƫ���ἰ�丽�����. 24
4.4.1 ��е�ѡ�� 26
4.4.2 ���� 27
4.4.3 �˸Ǻ��� 28
4.4.4 ƫ������ 29
4.5 ���ἰ�丽����� 29
4.5.1 ���� 29
4.5.2 ���Լ�ͷ 30
4.5.3 ��е�ѡ�� 31
4.5.4 ����� 32
4.5.5 �н���ĸ 32
4.5.6 ��и� 33
4.5.7 �ڸ� 33
4.6 �װ���� 33
5 ��л 35
�ο����� 36 [������Դ��http://www.doc163.com]
��һƪ����м��װ�õ�������(UG��ά)
��һƪ������Ĵ����̵����