
操作侧轴承座数控加工工艺及编程(含CAD零件图,工序卡,工艺卡)
操作侧轴承座数控加工工艺及编程(含CAD零件图,工序卡,工艺卡)(论文说明书8300字,CAD图2张,工序卡,工艺卡)
摘 要
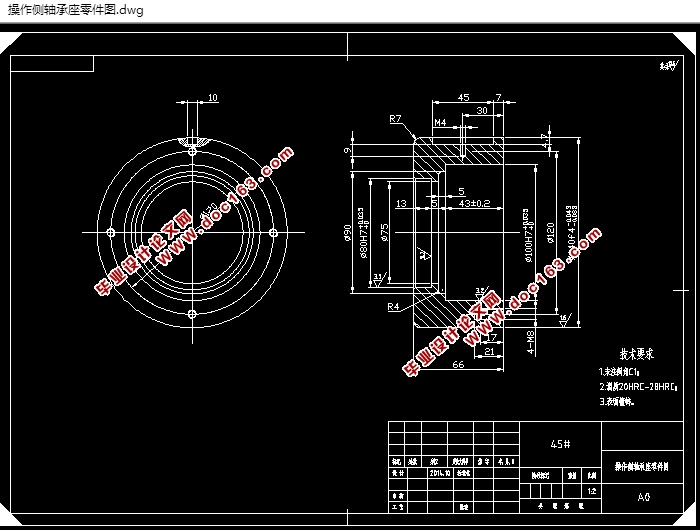
本文主要研究了操作侧轴承座的作用以及工艺编制及编程。首先分析了操作侧轴承座零件的工艺性,其次确定了其毛坯的制造形式,然后制定了操作侧轴承座零件的工艺过程设计,再次确定其机械加工余量及毛坯尺寸、设计毛坯图,进行工序设计,最终进行编程。
操作侧轴承座零件的加工是通过数控机床进行加工的,数控技术是现在的机床的发展趋势,降低了人们的劳动程度,提高了工作效率,现在各国都非常注重数控技术的应用,并不断发展,以取得更高的劳动效率。
关键词: 操作侧轴承座 编程 毛坯尺寸 工序 数控机床
[资料来源:http://doc163.com]
目 录
1绪论 5
1.1 数控机床的组成 6
2加工和数控工艺知识 7
2.1 轴承盖零件分析 8
2.2 刀具、量具的选择 9
2.3确定毛坯的制作形式 10
2.4 编制加工工艺 13
2.5工艺规程的设计 14
2.6确定切削用量及基本工时 15
2.6.1夹持左端,粗车、半精车外圆以及右端面 16 [资料来源:http://doc163.com]
2.6.2掉头装夹,粗车、半精车外圆以及左端面 17
2.6.3精车外圆,右端面至规定尺寸 18
2.6.4掉头装夹,精车外圆,左端面至规定尺寸 19
2.6.5钻中心孔 21
2.6.6粗镗 、Φ90mm、Φ75mm、 22
2.6.7半精镗 、 至尺寸 22
2.6.8钻、攻4-M8螺纹孔 23
2.6.9粗铣∮10X45mm键槽、半精铣∮10X45mm键槽 24
2.6.10钻、攻M4深9螺纹孔 24
3工件的手动编程 24
3.1 数控编程的定义及分类 24
3.1.1数控编程的定义 25
3.1.2数控编程的分类 26
3.1.3编程方法的选择 26
3.2 编程原点的确定 27
3.3 零件造型及加工 27
3.4 主要加工工序程序清单 27
致谢 30
参考文献 29
总结 28
上一篇:安装块数控加工工艺及编程设计(含CAD图,PROE三维零件图,工序工艺卡)
下一篇:槽轮的工艺及数控加工设计(含CAD零件图,SolidWorks图,工序卡,工艺卡)