
数控机床加工误差补偿技术的研究

数控机床加工误差补偿技术的研究(任务书,开题报告,外文翻译,进度计划表,论文说明书17000字)
摘 要
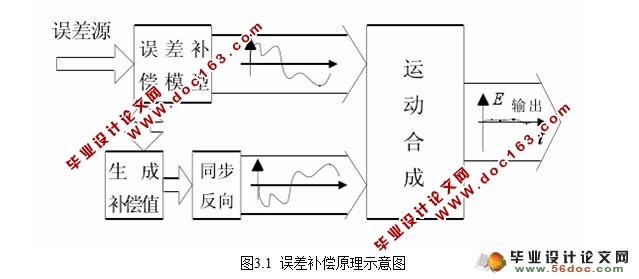
加工精度是机床最重要的性能指标之一。本课题运用多体系统运动学为核心的误差分析理论体系,对三轴数控机床精度问题进行了系统、全面的分析,并重点在数控机床误差测量、误差分析建模、误差辨识以及误差补偿等方面的研究,通过建立误差模型,得出误差在刀具运动过程中的传递规律,给出了过程,为了提高加工精度,从而对机床进行了软件误差补偿。本文主要从以下几个方面的内容进行了研究和探讨:
(1) 研究了机床的精度分析的基本理论,对多体系统运动学以及基于该理论的机床误差建模、误差辨识及误差补偿的方法作了科学性的研究。数控机床误差参数的正确辨识是数控机床补偿的必要前提条件。
(2) 详细分析了三坐标9线误差分析方法,以沿X向运动为例,算得六项误差参数,继而同理可以推算出沿Y向和Z向的十二项误差参数,之后又以 为例,具体给出其计算方法,同理可推算出其余两项垂直度误差 。由此得到21项误差,并以X向为例,做实验,将测得值和计算的两个误差进行比较,发现误差相差比较小。
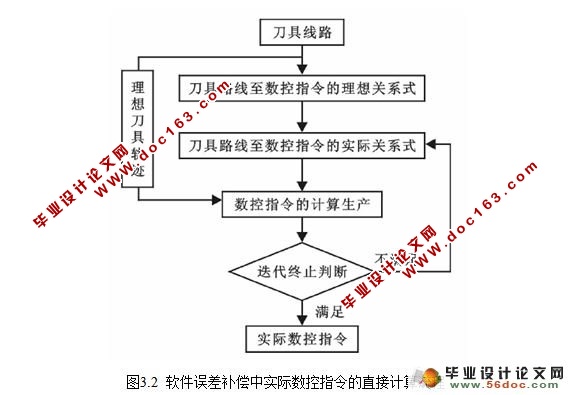
(3) 详细阐述了软件补偿数控指令的修正算法,再根据此建立了软件补偿系统,分别对软件系统的软硬件流程进行详细阐述,最后通过此项技术的误差补偿,数控机床的各项误差都有所降低,达到了本课题提高机床加工精度的目的。但是本课题的成果尚未应用到生产实际中,在今后的研究中,还要进行大量的实验去获取大量的实际数据,为今后该方法的实际应用奠定基础。 [版权所有:http://DOC163.com]
关键词:数控机床;几何误差;多体系统;误差补偿
Abstract
The machining accuracy is one of the most important performance indexes for machinetools.Theoretical analysis of system error based on the kinematics of multi-body system as the core, the three axis CNC machine tool accuracy problem analyzed system, comprehensive, and focus on the NC machine tool error measurement, error analysis, error identification and the error compensation model etc., by establishing the error model, transfer of error in the tool motion process in conclusion, given the process, in order to improve the machining precision, thus the software error compensation of machine tools. The following issues are mainly studied and addressed in this thesis:
(1) Research on the basic theory analysis of the accuracy of machine tools, the kinematics of multi-body system and method of the theory of the machine tool error modeling, error identification and the error compensation based on the scientific study. Correctly identifying the geometric error parameters is a necessary prerequisite for compensation of NC machine.
[版权所有:http://DOC163.com]
(2) After establishing the precision model of machine tools,the measurement and evaluation of their error parameters have been started.There are many kinds of error parameters in the machine tool to influence its machining accuracy.The recognized strategies of error measurements and evaluations for machine tools are introduced.After that,this paper has detailed a new method defined as twelve—line method for the sake of making the most of double.frequency laser interferometers to measure and evaluate 21 geometric errors of three-axis system.Based on these researches,the problems of the error measurement and evaluation of machine tools in the application process of MBS theories are resolved perfectly.
(3) This paper put forward index systems of machining contour errors,through error compensation of this technology, the NC machine tool error are reduced, reaches the aim of improving the machining accuracy of machine tools. But the result has not been applied to the actual production, in future research, but also a large number of experiments to obtain a large number of actual data, and lay the foundation for the future application of the method. [版权所有:http://DOC163.com]
Key words:machine center; geometric error; multi-body system; error compensation
数控机床的主要误差来源及补偿方法的研究
机械加工误差是指零件加工后的实际几何参数(几何尺寸,几何形状和相互位置)与理想几何参数之间偏差的程度。为了提高数控机床加工精度,必须对数控加工过程中所产生的误差进行详细分析,采取相应的措施,才能针对所产生误差进行补偿,为此,本章节会先分析产生加工误差的原因,并以多体系统理论为基础,针对一般和具体情况进行数控机床误差建模分析、参数辨识和误差补偿。
[资料来源:http://www.doc163.com]

目 录
摘 要 III
ABSTRACT IV
目 录 V
1 绪论 1
1.1 数控机床加工误差补偿技术的研究内容和意义 1
1.2 国内外的发展概况及分析 1
1.3 误差补偿技术研究应达到的要求 1
1.3.1 研究的指导思想 1
1.3.2 应要达到的要求 2
2 数控机床的主要误差来源及补偿方法的研究 3
2.1 数控机床的误差来源及分类 3
2.1.1 数控机床的误差产生的原因及分析 3
2.1.2 数控机床的误差分类 3
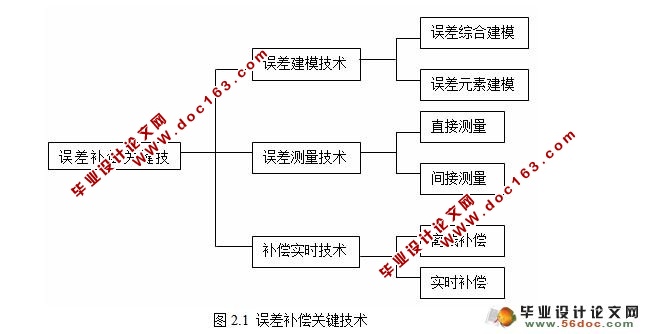
2.1.3 数控机床的误差补偿技术研究 4
2.2基于多体系统理论的几何误差模型 4
2.2.1多体系统拓扑结构的描述 5
2.2.2 实际情况下多体系统的位置关系 5
2.3误差分析及参数辨识 7
2.3.1 三坐标误差分析 7
2.3.2 数控机床误差补偿的误差参数辨识 7
2.3.3 误差补偿的实验与结论 10
2.5 本章小结 10 [资料来源:Doc163.com]
3数控机床加工误差补偿系统 11
3.1几何误差软件补偿法选择与分析 11
3.1.1 误差补偿方法的分类与选择 11
3.1.2 软件补偿数控指令修正算法 11
3.2误差补偿系统的硬件设计分析 14
3.2.1 软件补偿数控指令修正算法 14
3.2误差补偿系统的软件设计分析 15
3.3 本章小结 20
4 数控机床加工的误差补偿及仿真验证 21
4.1 误差补偿系统的软件补偿实验 21
4.1.1 数控机床类型及约束参数的设定 21
4.1.2 机床误差参数辨识模块 22
4.1.3 共建位置及刀具参数输入 23
4.2 数控机床误差补偿软件的仿真验证 24
4.2.1 针对X向测出的误差前后数据记录 25
4.2.2 三坐标轴上误差补偿前后误差值的分析 27
4.3 本章小结 28
5 结论 29
5.1全文总结 29 [资料来源:http://Doc163.com]
5.2 存在的问题及分析 29
5.3 数控机床加工误差补偿技术的展望 29
致 谢 31
参考文献 32
附 录 33