
柴油机输油泵壳体工艺及夹具设计(附工艺过程卡)

资料介绍:
柴油机输油泵壳体工艺及夹具设计(附工艺过程卡)(任务书,开题报告,外文翻译,毕业论文说明书12300字)
内容摘要:输油泵的作用是保证柴油在低压油路内循环,并供应足够数量及一定压力的燃油给喷油泵,其输油量应为全负荷最大喷油量的3-4倍。输油泵分齿轮式输油泵,膜片式输油泵,柱塞式输油泵,管道式输油泵等等。
在生产过程中,使生产对象(原材料,毛坯,零件或总成等)的质和量的状态发生直接变化的过程叫工艺过程,如毛坯制造,机械加工,热处理,装配等都称之为工艺过程。在制定工艺过程中,要确定各工序的安装工位和该工序需要的工步,加工该工序的机床及机床的进给量,切削深度,主轴转速和切削速度,该工序的夹具,刀具及量具,还有走刀次数和走刀长度,最后计算该工序的基本时间,辅助和工作地服务时间。
关键词:输油泵 工艺规程 夹具
Abstract: The role is to ensure that the diesel oil pump in low pressure oil circulate, and the supply of sufficient quantity and pressure of fuel to the fuel pump, the oil should be full load of fuel injection quantity is3-4 times. Oil pump into gear type oil transfer pump, diaphragm pump, piston pump, pipeline pump etc.
[版权所有:http://DOC163.com]
In the production process, enable producing the target ( raw materials, the blank, part becomealways ) state of quality and quantity issued direct changes in the process is called process, such as blank manufacturing, machining, heat treatment, assembly, have called the process. In the course of the development process, to identify the processes of the installation process and the need for further process, process the process of machine tools and machine tool feed rate , cutting depth, cutting speed and spindle speed, the process of the fixture, and cutting tools measuring, and cutting the number and length of the knife away, the final calculation of the basic processes of time, auxiliary time and work business hours.
Key words:oil pump process specification fixture
2 零件的分析
2.1零件的作用
柱塞泵是依靠柱塞在其缸体内往复运动时密封工作腔的容积变化来实现吸油和压油的。由于柱塞与缸体内孔均为圆柱表面,容易得到高精度的配合,所以这类泵的特点是泄露小,容积效率高,可以在高压下工作。
[版权所有:http://DOC163.com]
柱塞泵的工作原理:它是由斜盘、柱塞、缸体、配油盘等主要零件组成。斜盘和配油盘是不动的,传动轴带动缸体、柱塞一起转动,柱塞靠机械装置或低压油作用下压紧在斜盘上。当传动轴旋转时,柱塞在其自下而上回转的半周内逐渐向外伸出,使缸体孔内密封工作腔容积不断增加,产生局部真空,从而将油液经配油盘窗口向外压出。缸体每转一转,每个柱塞往复运动一次,完成一次吸油和压油动作。改变斜盘的倾角,可以改变柱塞往复行程的大小,因而也就改变了泵的排量。
柱塞泵体的加工是柱塞泵加工过程中的主要环节,它的加工质量的好坏直接影响着柱塞泵的产品的性能和耐用性,从而提出零件的制造工艺方面的要求:加工精度和加工表面质量。前者包括了零件的尺寸精度、形状精度和位置精度;后者包括了零件表面的粗糙度、波度和物理、机械性能;设计结构应能够加工。在工件上应有足够的加工空间,以便刀具能够接近加工部位,如留有必要的退刀槽和越程槽等;要能提高劳动生产率。如加工表面尽可能地安排在同一平面或同一轴线上,以便采取多刀或多件加工的高效生产方法。
2.2零件的工艺分析
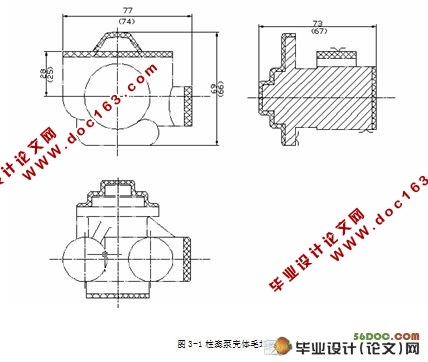
根据零件图知,其材料为HT200,该材料具有较高的强度、耐磨性、耐热性及减震性,使用与承受较大应力,要求耐磨的零件。 [资料来源:https://www.doc163.com]
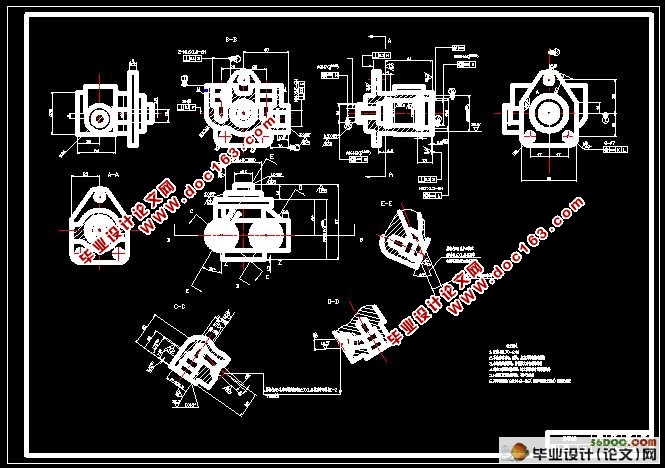
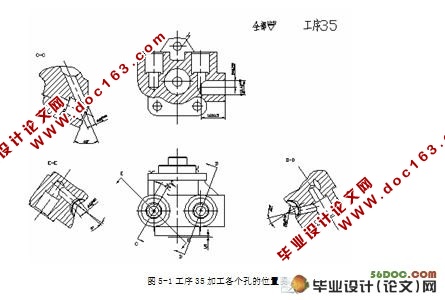
该零件上的主要加工面为保持尺寸 , 的端面,外圆 ,两阀门孔,三个斜孔, 的油封孔, 孔, 螺纹孔, 螺纹孔,阀门孔 螺纹孔,油封孔 ,直接影响输油泵壳体的密封性。
3.工艺规程设计
在安排工艺过程中应考虑因素为:
1)先加工基准面,对选的精基准的表面,应安排在起始工序中先进行加工,以便尽快为后继工序提供精基准。
2)划分加工阶段为保证加工质量,应划分加工阶段,对主加工表面,粗、精加工工序分开,即把粗加工安排在前,半精加工安排在中间,精加工安排在后面,这是由于粗加工切削余量大,因此切削力、夹紧力必然大,加工后容易变形。粗、精加工分开后,粗加工产生的变形可以再半精加工中修正,这样逐步减少加工余量、切削力及内应力。逐步修正后,变形就能最后达到零件技术要求。
3)先面后孔,因平面轮廓平整,安放和定位稳定可靠。若先加工好平面,就能以平面定位加工孔,保证平面和孔定位精度。此外,由于平面先加工好,对孔加工带来方便。
4)次要表面可安排在各阶段加工,从而增加阶段间隔时间,便于工件有足够的时间,使残余应力从新分布并引起变形,以便在后续工序中纠正。
5)辅助工序如去毛刺放在相应工序后面,检验工序放在最后。
[资料来源:http://doc163.com]
制定工艺路线的出发点,应当是使零件的几何形状、尺寸精度及位置精度等技术要求能得到合理的保证。在生产纲领已确定中批生产的条件下,可以考虑采用万能性机床或组合机床,配以专用卡具并尽量使工序集中来提高生产率,除此以外,还要经济效率,以便使生产成本尽量降低。
由上面分析可知,可以先加工各面,然后以此作为基准采用专用夹具进行加工,并且保证位置精度要求。再根据各加工方法的经济精度及机床所能达到的位置精度,并且此泵体零件没有复杂的加工曲面,所以根据上述技术要求采用常规的加工工艺均可保证。
[资料来源:http://Doc163.com]
[资料来源:http://Doc163.com]
目录
内容摘要 1
关键词 1
Abstract 1
Key words 1
1 输油泵概述 2
1.1研究的目的及意义 2
1.2国内外的发展及研究现状 2
1.3柴油机输油泵的正确使用和维护 3
2 零件的分析 4
2.1零件的作用 4
2.2零件的工艺分析 5
3.工艺规程设计 5
3.1确定毛坯种类 6
3.2确定铸件加工余量及形状 6
3.3选择定位基准 7
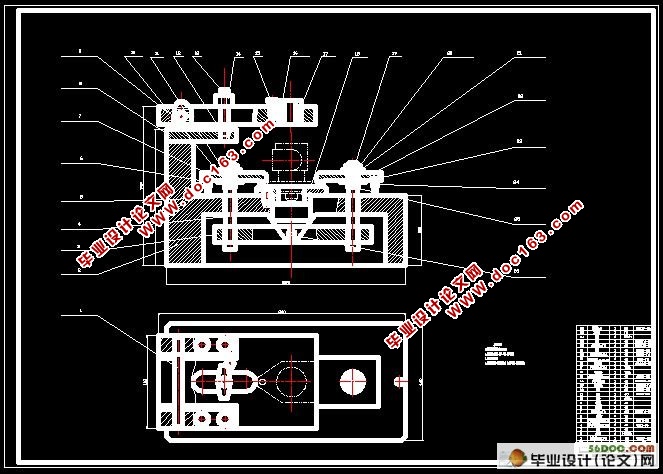
3.5选择加工设备及夹具 14
3.6选择刀具及量具 15
4.加工工序设计 17
4.1工序10、工序15车床加工 17
4.2钻14.3孔,8孔,锪槽深18.5 18
4.3工序45镗孔22 19
4.4时间定额计算,计算工序30的时间定额 19
总结 27 [版权所有:http://DOC163.com]
参考文献 28
致 谢 29 [来源:http://Doc163.com]
下一篇:柴油机活塞的专用夹具设计