
连杆精锪组合机床夹具设计(含CAD零件图夹具图)

连杆精锪组合机床夹具设计(含CAD零件图夹具图)(任务书,开题报告,外文翻译,论文说明书10000字,CAD图8张)
摘要
组合机床是机械制造生产中的重要组成部分,组合机床是以通用部件为基础,配以按工件特定性状和加工工艺设计的专用部件和夹具,组成的半自动或自动专用机床。本课题是为加工连杆搭子面而设计的组合机床夹具。
在文章中介绍了组合机床的种类以及历史,本文重点介绍了组合机床夹具的设计过程。组合机床夹具是组合机床重要组成部分,组合机床夹具不同于机床夹具。
关键词:组合机床,夹具,连杆
ABSTRACT
Combination machine machinery manufacturing an important part of the production, machine tool is based on generic components, together with the specific traits and press the workpiece machining process design special parts and fixtures, consisting of semi-automatic or automatic machine tools. This topic is for the processing of rod designed to take a combination of sub-surface jigs and fixtures.
The article describes the combination of machine types and history, this article focuses on the combination of machine tool fixture design process. Combination of jigs and fixtures are an important part of combination machine, the combination of different jigs and fixtures jigs and fixtures.
Keywords: machine tool, fixture, connecting rod
零件分析
连杆由连杆体和连杆盖两部分组成。连杆体与连杆盖上的大头孔用螺栓和螺母与曲装配在一起连杆体大头和连杆盖之间有一组垫片,可以用来补偿轴瓦的磨损。连杆小头用活塞销与活塞连接,小头孔内压入青铜衬套,以减少小头孔与活塞销的磨损,同时便于在磨损后进行修理和更换。
本次加工的连杆搭子面材料为40Cr。
2.1大小头孔的精度
为了使大头孔与轴瓦及曲轴、小头孔与活塞能密切配合,减少冲击的不良影响和便于传热,大头孔与小头孔的衬套孔均为6级公差等级。大头空为∇7光洁度,衬套孔为∇8光洁度。大头空的圆度公差为0.005mm,素线平行度公差为0.01mm。小头压衬套孔的圆度公差为0.007mm,素线平行度公差为0.015mm,小托衬套孔的圆度公差为0.004mm,素线平行度公差为0.008mm
2.2大头孔两端面对大头空轴心线的垂直度
大头孔两端面对大头孔轴心线的垂直度影响到轴瓦的安装和磨损,同时这个垂直度在加工过程中影响到加工小头孔两端面的定位精度,所以对他也提出了一定的要求:大头孔两端面对大头空轴心线的垂直度在100mm长度上公差为0.1mm
2.3定位基准的选择
基准的选择及加紧部位的选择与分析 [资料来源:http://www.doc163.com]
由于本重点工序的加工精度要求甚高,因而基准的选择首先要考虑保证精度有图可见,在加工中利用A底面来定位是比较合理的,并符合基准重合原则,A底面尺寸较大,因此在切削过程中能保持较稳定的位置
由于工件的自重及加工时产生的切学历会破坏弓箭的正确加工位置。右图中可知,夹紧力,切削力及工件自重力的方向是一致的,这样在加工过程中夹紧力并不减小。可是夹紧力取较小值,加紧点在中间处,较为平稳。这样工件刚性岁较差,但鉴于夹紧力并不大,因而不致引起过大的变形。
[资料来源:www.doc163.com]



目录
第一章 绪 论 1
1.1 组合机床的特点 1
[资料来源:https://www.doc163.com]
1.2 组合机床的分类和组成 1
1.3 组合机床的方案选择 2
第二章零件分析 5
2.1大小头孔的精度 5
2.2大头孔两端面对大头空轴心线的垂直度 5
2.3定位基准的选择 6
2.4有关接合面的技术要求 7
2.5搭子面加工分析 7
第三章连杆加工 8
3.1连杆概述 8
3.2工艺过程方案设计 8
3.3工艺过程 9
第四章组合机床夹具设计 13
4.1 组合机床夹具概述 13
4.2 定位支承系统概述 14
4.3夹具的动力装置 16
4.4夹紧力的计算: 17
4.5定位误差 18
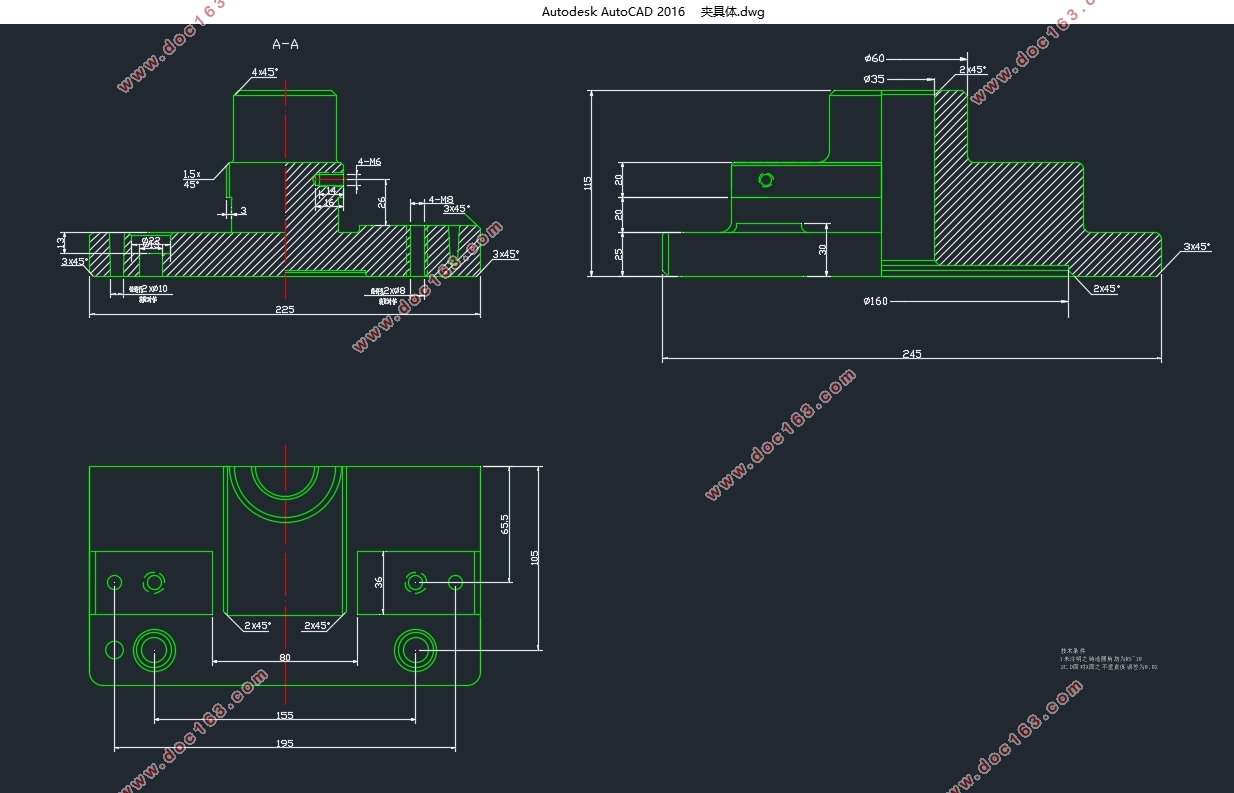
4.6夹具体设计 19
结束语 22
参考文献 24
致谢 25 [来源:http://Doc163.com]
上一篇:变速箱箱体底面铣削加工工艺装备设计(含CAD夹具图,工艺卡工序图)
下一篇:连杆的加工工艺及夹具设计(含SolidWorks三维图,PDF图)