
Y型铝铜杆连铸轧机箱体夹具设计(含CAD零件图夹具装配图)

Y型铝铜杆连铸轧机箱体夹具设计(含CAD零件图夹具装配图)(论文说明书19000字,外文翻译,CAD图4张,工艺卡)
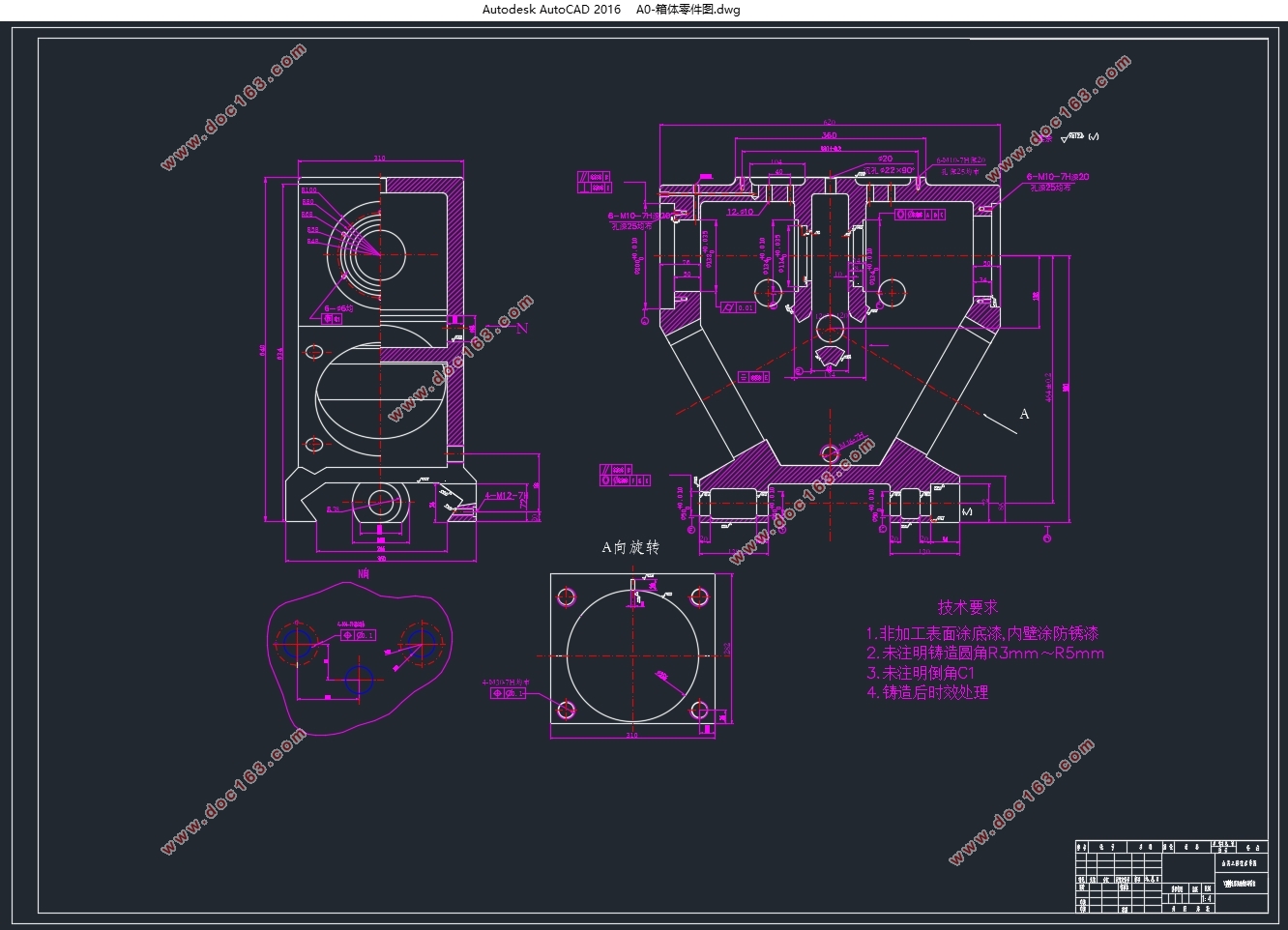
1.2.2箱体的主要技术要求如下
1.3零件的工艺分析
1.3. 1箱体零件加工工艺分析
1工艺路线的安排
箱体要求加工的表面很多,在这些加工表面中,平面加工精度比孔的加工精度容易保证,于是,箱体中主轴孔(主要孔)的加工精度、孔系加工精度就成为工艺关键问题。
2工件的时效处理
箱体结构复杂,壁厚不均匀,铸造应力较大,由于内应力会引起变形,因此铸造后应安排人工时效处理以消除内应力减少变形。一般要求的箱体,可利用粗、精加工工序之间的自然停放和运输时间,得到自然时效的效果,但自然时效需要的时间较长,否侧会影响箱体精度的稳定性。
对于特别精密的箱体,在粗加工和精加工工序间还应安排一次人工时效,迅速充分地消除内应力。提高精度的稳定性。
3 安排加工工艺的顺序时应先面后孔
由于平面面积较大,定位稳定可靠,有利于简化夹具结构,减少安装变形,从加工难度来看,平面比孔加工容易,先加工平面,把铸件表面的凹凸不平和夹砂等缺陷切除,在加工分布在平面上的孔时,对便于孔的加工的和保证孔的加工精度都是有利的,因此,一般均应先加工平面。 [资料来源:http://www.doc163.com]
4 粗、精加工阶段要分开
箱体均为铸件,加工余量较大,而在粗加工中切除的金属较多,因而夹紧力、切削力都较大,切削热也较多,加之粗加工后,工件内应力重新分布也会引起工件变形,因此,对加工精度影响较大,为此,把粗精加工分开进行,有利于把已加工后由于各种原因引起的工件变形充分暴露出来,然后在精加工中将其消除。
1导轨面的平行度和粗糙度
导轨面的平行度公差为0.02-0.03mm,粗糙度Ra值为6.3mm顶面和侧面平行度公差为0.04-0.06mm,取0.05mm,粗糙度Ra为3.2um。
2孔的尺寸精度,几何形状精度和表面粗糙度
一般主轴轴承孔径精度为IT6,表面粗糙度为3.2um,其余轴承孔径精度为IT6-IT7,表面粗糙度为1.6um,非配合孔的精度较底,粗糙度Ra为6.3-12.5um,孔的圆度和圆柱度公差不超过孔径公差的1/2,由于孔径的误差和几何形状误差会使轴承和孔配合不良,孔径过大,配合过松,使主轴线不稳定,并降低了支撑刚度,配合过紧,轴承将因外环境变形而不能正常工作,缩短寿命。
[来源:http://Doc163.com]


目录
1 箱体工艺部分 2 [资料来源:Doc163.com]
1.1零件的分析 2
1.2零件结构特点与技术要求的分析 2
1.2.1零件的作用 2
1.2.2箱体的主要技术要求如下 3
1.3零件的工艺分析 4
1.3. 1箱体零件加工工艺分析 4
1.3.2定位基准的选择 5
1.3.3主要表面的加工 6
2工艺规程设计 7
2.1确定毛坯的制造形式 7
2.2 基准的选择 7
2.3 制定工艺路线 8
2.4机械加工余量、工序尺寸及毛坯尺寸的确定 11
2.5 确定切削用量及基本工时 12
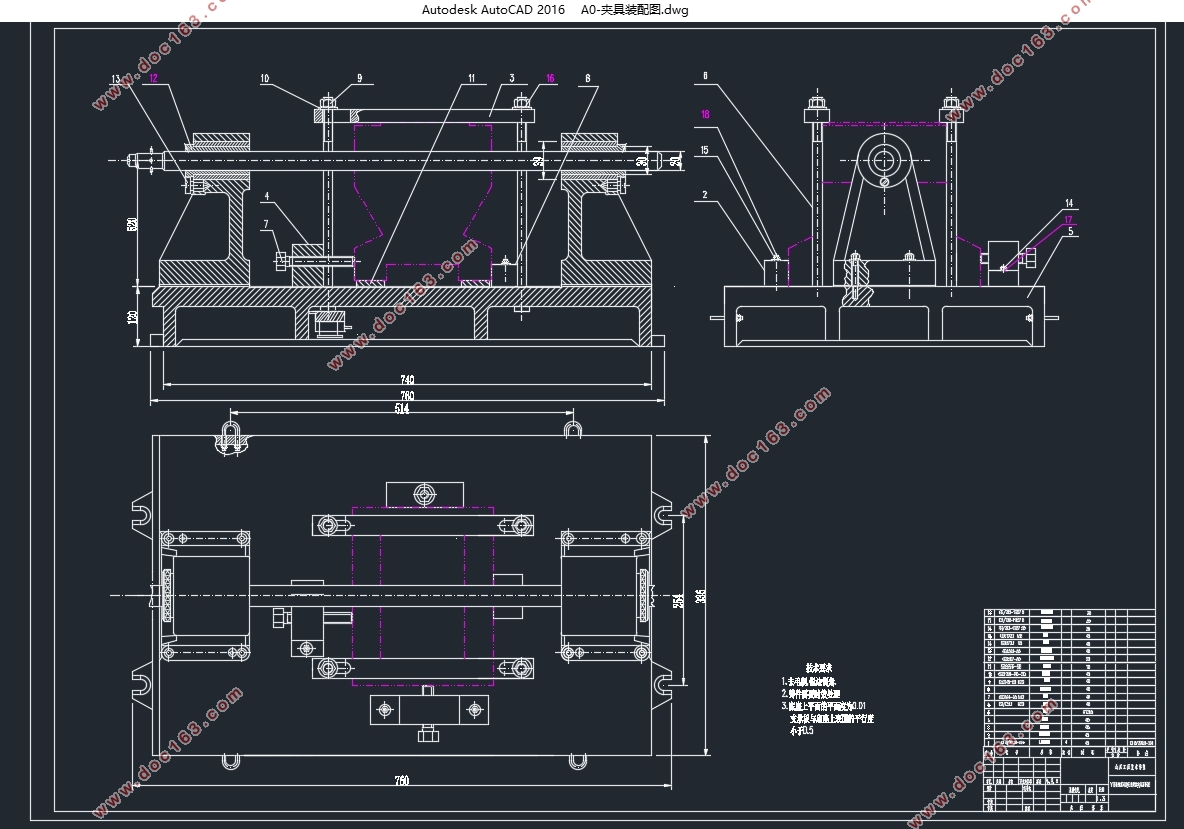
3夹具设计 50
3.1 问题的提出 51
3.2 夹具设计 51
3.2.1定位基准的选择 51
3.2.2切削力及夹紧力的计算 51
3.2.3 定位误差分析 53
3.2.4 夹具设计及操作的简要说明 53
总结语 54 [来源:http://www.doc163.com]
参考文献 55
外文文献 57
中文翻译 67
致 谢 72 [资料来源:http://www.doc163.com]
上一篇:CA6140机床后托架加工工艺及夹具设计(含CAD零件图夹具装配图)
下一篇:车床换挡拨叉加工工艺规程设计(含CAD图,CAXA图,工艺工序卡)