
铝棒自动卸料装置的设计(含CAD零件图装配图,SolidWorks三维图)
铝棒自动卸料装置的设计(含CAD零件图装配图,SolidWorks三维图)(论文说明书10000字,CAD图6张,SolidWorks三维图)
设计要求
根据任务书的基本要求,此次设计的装置参数如下:
1、胚料直径的4种规格:φ100,φ120,φ127,75*75的方棒;
2、胚料长度规格:7000mm;
3、成品长度规格:500mm;
4、切头长度规格:200mm;
5、输送台架滚轮中心高:700mm;
6、铝及铝合金的比重:2.6~3;
同时装置要求做到运输过程夹紧可靠,走位准确,维护方便。同时具有强度高,刚度大,结构紧凑,制造成本低等特点。
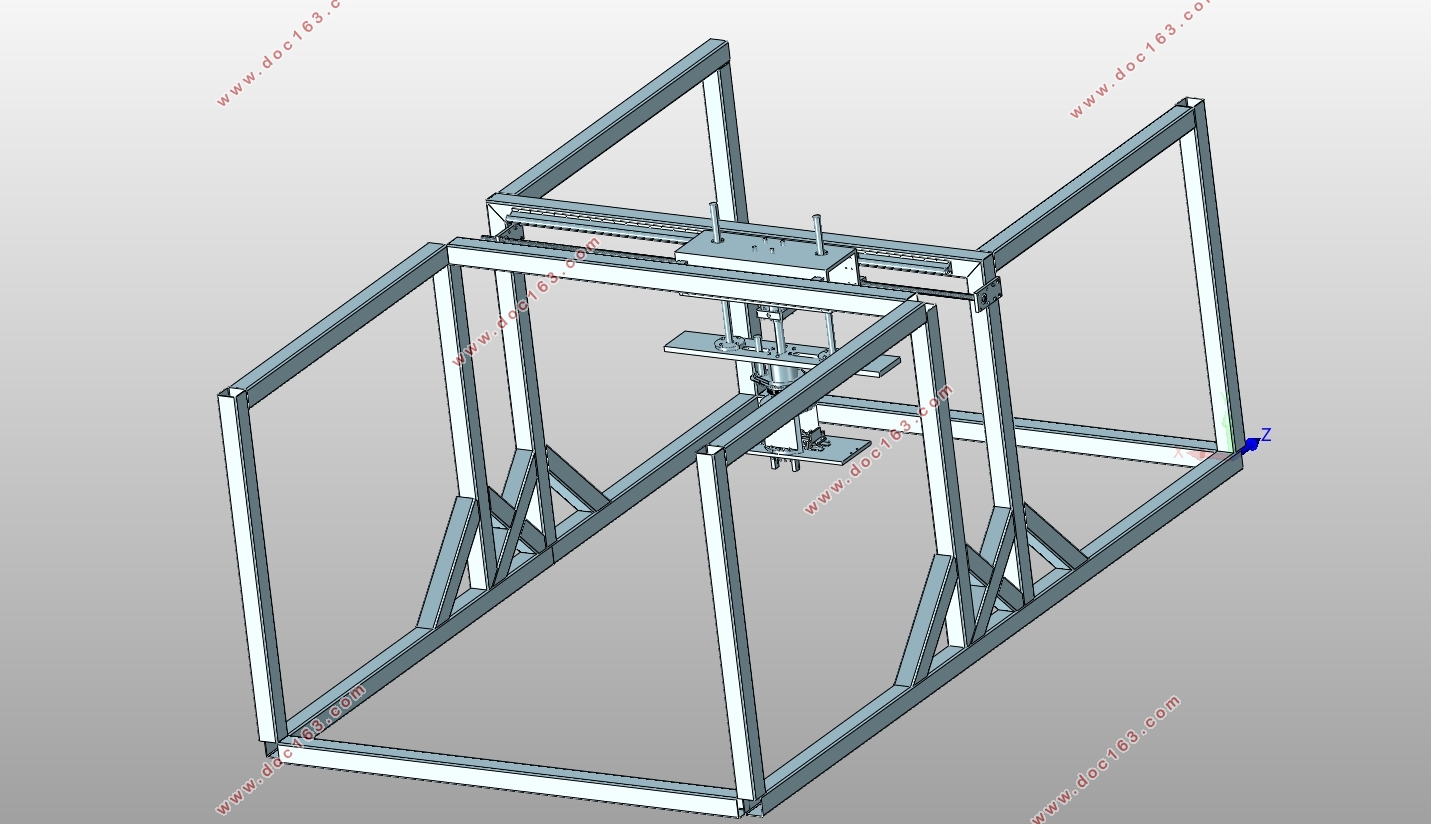
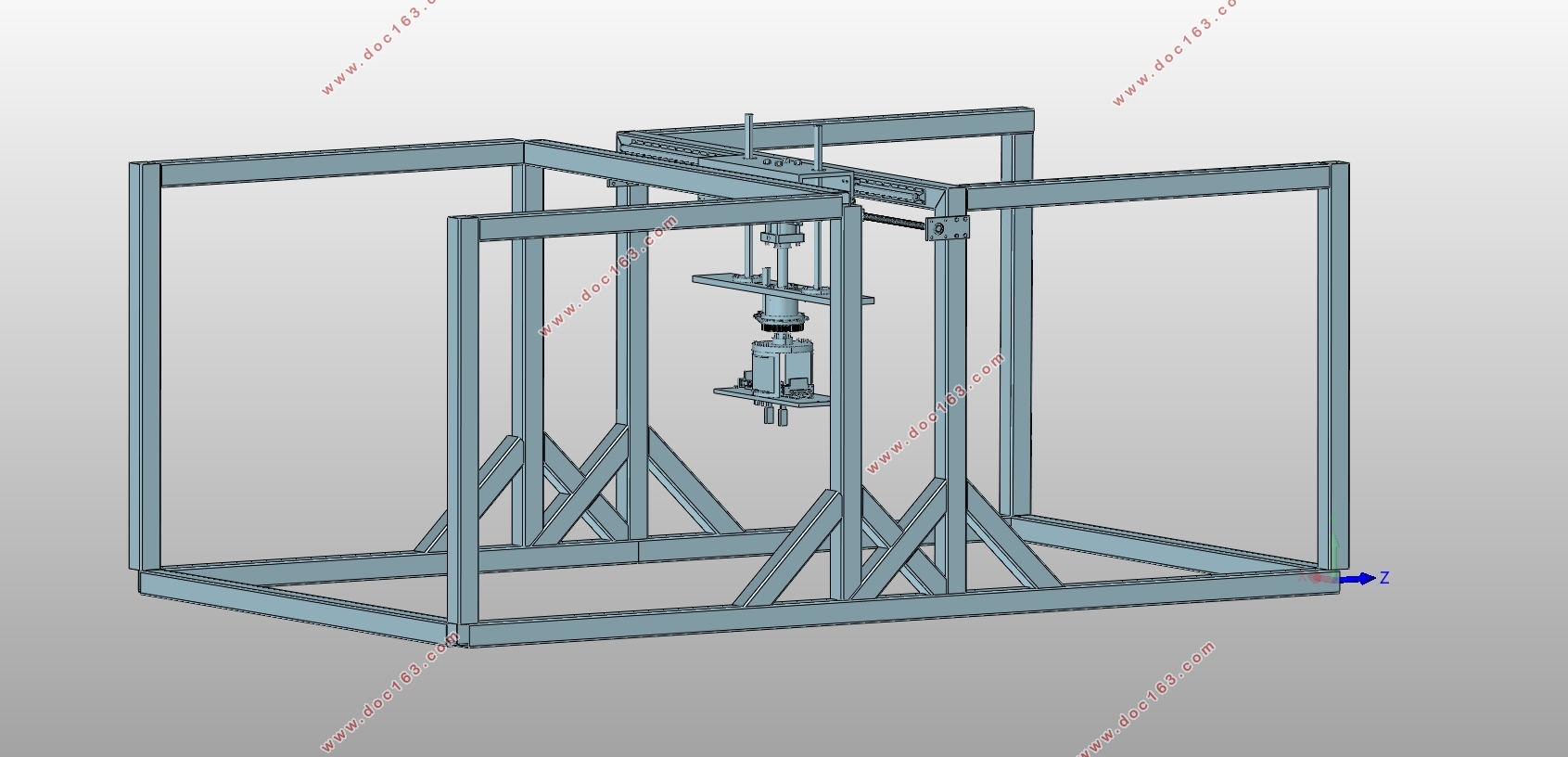
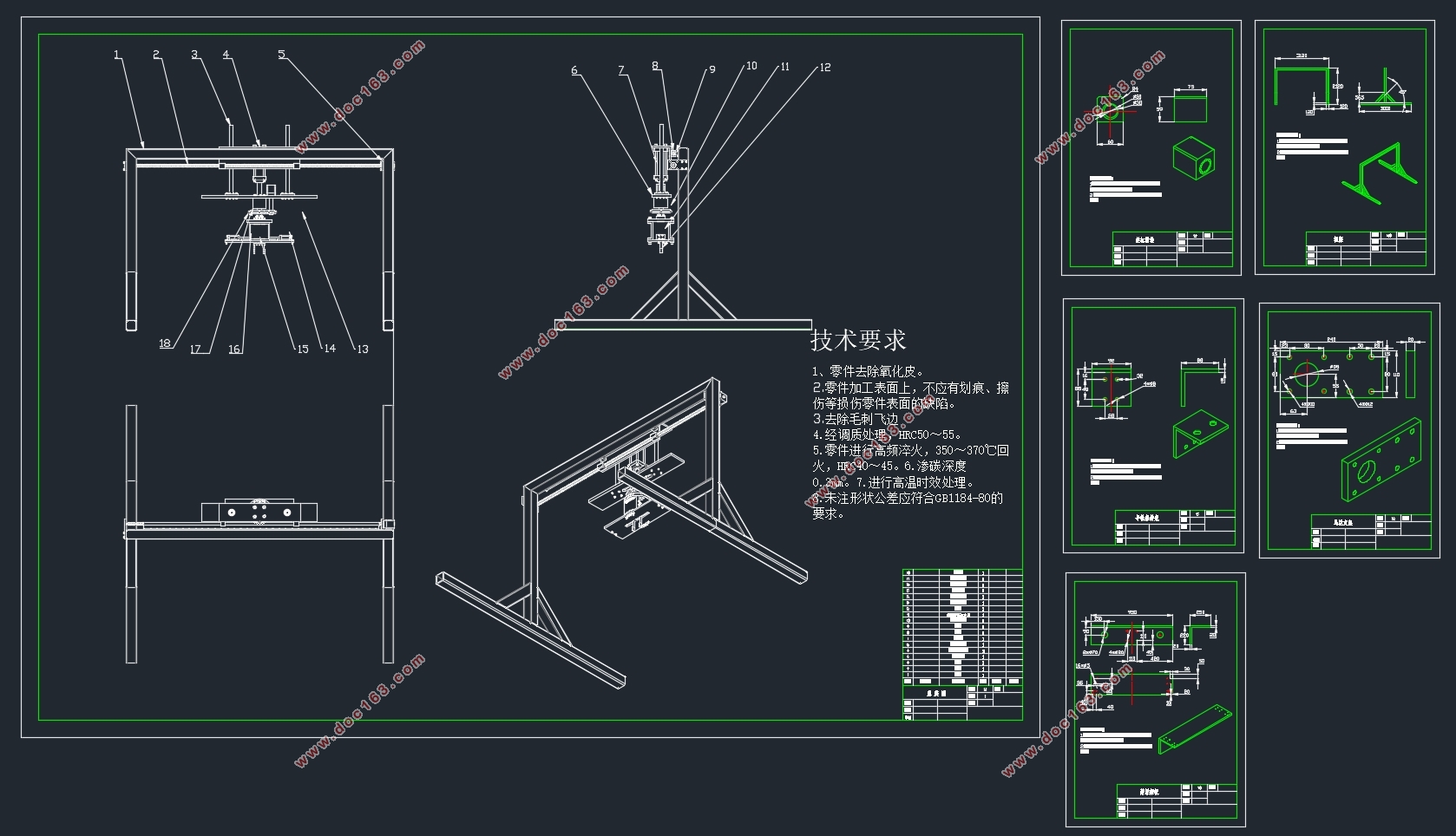
2.2 卸料装置整体结构设计
本文设计的铝棒自动卸料装置由以下几部分组成:主体支架、装夹装置、提升装置、转向装置、位移装置和控制中心。
主体支架由龙门架、槽钢组成。它是整个卸料装置的基础,所有的称重都要由主体部分来承担。
装夹装置由液压缸,滑轨,夹头组成。通过液压缸的驱动,夹头可以对铝棒实行可靠的夹紧。
提升装置由液压缸、导板、导柱和支座组成。两个液压缸成对角式分布,通过液压缸的升降来对货物进行提升。
位移装置由滚珠丝杠、桁车等组成,通过对丝杠的驱动,推动桁车带动铝棒和其他的装置进行位移。 [资料来源:http://www.doc163.com]
卸料装置的工作过程
本文设计的卸料装置需要面对不同工艺的型材。有不同直径的圆棒和方型材料。对于不同形状的材料,具体的装卸过程也不同,具体如下所示:
圆形材料:夹紧装置夹紧棒料—提升装置将棒料提升—横向位移到指定位置—提升装置将棒料下降—夹紧装置松开棒料—夹紧装置上升—夹紧装置复位到原位置。此为一个完整的工作周期。在整个的卸料过程中,由电动机分别驱动提升装置上升及下降、夹紧装置的松开和夹紧还有位移机构的左右移动。
方形材料:夹紧装置夹紧材料—提升装置将材料提升—横向位移到指定位置—提升装置将棒料下降—夹紧装置松开棒料—夹紧装置上升—夹紧装置复位到原位置。但是方形材料的第二个工作周期,就需要在将棒料旋转90度。
装夹装置部分设计
夹持部分的左右采用多个液压缸,夹持部分液压缸只起到补偿铝棒长度误差的作用,活塞移动距离很短。带动多个液压缸左右移动的是齿条,把左右小液压缸采用前端法兰式的,固定在左右齿条上,最后的执行部分在板上左右装齿轮齿条,电机带动齿轮转动,齿条带着上面的小液压缸移动。
[资料来源:http://www.doc163.com]

[资料来源:http://www.doc163.com]
目 录
第一章 绪论 4
1.1选题研究的背景和意义 4
1.2国内外的发展现状 4
1.3课题设计的目的和意义 6
第二章 整体方案的设计 7
2.1 设计要求 7
2.2 卸料装置整体结构设计 7
2.3卸料装置的工作过程 7
第三章 装夹装置部分设计 9
3.1液压缸参数计算 9
3.2齿轮齿条传动电动机选型 9
3.3齿轮齿条传动计算 10
第四章 转位部分的设计 18
4.1步进电机的选择 18
4.2传动系统的参数设计 19
4.3计算总传动比及分配各级的传动比 19
4.4运动参数及动力参数计算 19
第五章升降部分和其他部分的设计 21
5.1 升降部分的设计及计算 21
5.2 走位部分的设计 21
5.3 齿轮齿条的参数计算 22
5.4齿轮轴的设计校核计算 23
第六章结构的有限元分析 27
6.1框架的静力学分析 27
6.2 游梁架板的静力学分析 28
第七章总结 31
第八章参考文献 32
第九章致谢 35 [资料来源:www.doc163.com]
上一篇:CA6140机床横向进给机构数控化改造(含CAD零件图装配图,STP三维图)
下一篇:垂直升降立体车库设计(含CAD零件图装配图,SolidWorks三维图)