
小型电动绞肉机的设计(含CAD零件图装配图)
小型电动绞肉机的设计(含CAD零件图装配图)(任务书,论文说明书9500字,CAD图纸5张)
摘 要
本文论述了肉类加工机械—绞肉机的工作原理、主要技术参数、传动系统、典型零件的结构设计及生产能力分析。机械加工在知道过程中具备两方面。小批生产低费用。对丁铸造、锻造和压力加工,每一个要生产的具体工件形状,即使是一个零件,几乎都要花费高额的加工费用。靠焊接来产生的结构形状,在很大程度上取决于有效的原材料的形式。一般来说,通过利用贵重设备而又无需特种加工条件下,几乎可以以任何种类原材料开始,借助机械加工把原材料加工成任意所需要的结构形状,只要外部尺寸足够大,那都是可能的。因此对于生产一个零件,甚至当零件结构及要生产的批量大小上按原来都适于用铸造、锻造或者压力加工来生产的,但通常宁可选择机械加工。
严密的精度和良好的表面光洁度,机械加工的第二方面用途是建立在高精度和可能的表面光洁度基础上。许多零件,如果用别的其他方法来生产属于大批量生产的话,那么在机械加工中则是属于低公差且又能满足要求的小批量生产了。另方面,许多零件靠较粗的生产加工工艺提高其一般表面形状,而仅仅是在需要高精度的且选择过的表面才进行机械加工。例如内螺纹,除了机械加工之外,几乎没有别的加工方法能进行加工。又如已锻工件上的小孔加工,也是被锻后紧接着进行机械加工才完成的。
关键词:绞肉机; 挤肉样板; 绞刀; 绞笼
Abstract
The principle, technical pare-maters, transmiting system and main parts structure of mincing ma-chine were introduced. The productingcapacity was analysed.Keywords Mincing machine Holds plate Cutting blade Transfer auger Small batch production and low cost. For Ding Zhuzao, forging and pressure machining, each of the specific workpiece to produce the shape, even a part, almost all have to spend high processing costs. The shape of the structure produced by welding depends largely on the form of an effective material.. Generally speaking, through the use of expensive equipment and without special processing conditions, almost any type of raw materials, with the mechanical processing, the processing of raw materials into the arbitrary shape of the structure, as long as the external size is large enough, it is possible. So for a production of spare parts, even when the parts of the structure and production batch sizes are suitable for the original casting, forging or pressure processing to produce, but usually prefer mechanical processing [资料来源:http://www.doc163.com]
Close precision and good surface finish, second aspects of machining are built on high accuracy and possible surface finish. Many parts, if the production of large quantities of production in other ways, then in the machining is belong to the low tolerance and can meet the requirements of small quantities of production. On the other hand, many parts rely on the rough production and processing technology to improve the general surface shape, but only in the need of high precision and the choice of the surface before machining. For example, in addition to mechanical processing, almost no other processing method can be processed. And if the machining of holes in the forged workpiece is finished, and the mechanical machining is finished immediately after forging.
Key words: meat chopper ; reamer; grinding cage; squeeze the meat sample
结构及工作原理
2.1 绞肉机的结构
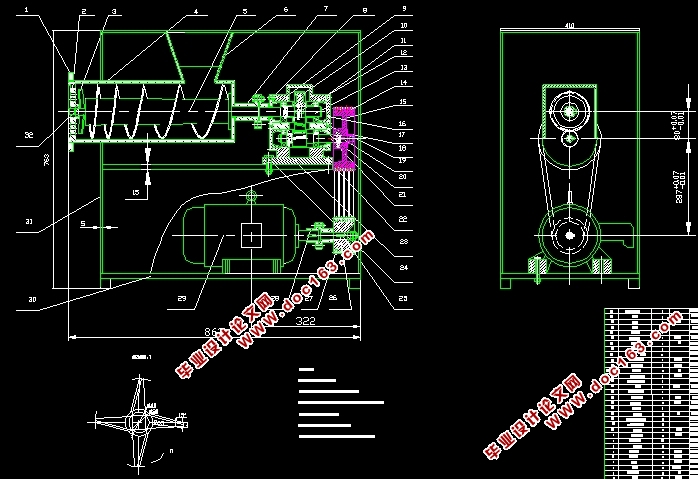
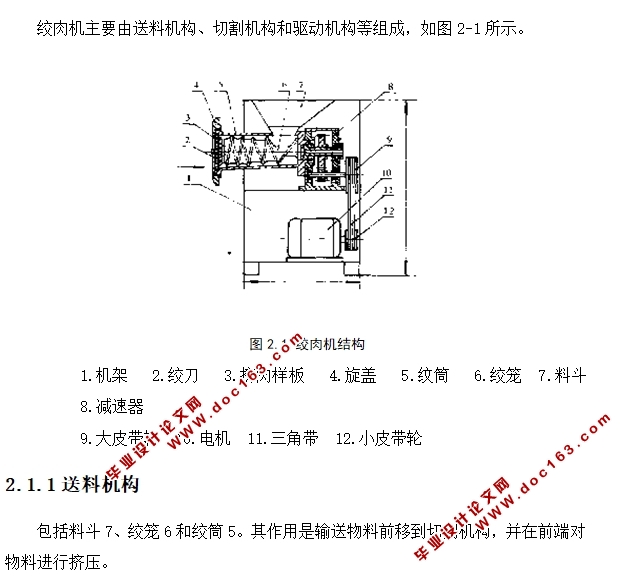
绞肉机主要由送料机构、切割机构和驱动机构等组成
1.机架 2.绞刀 3.挤肉样板 4.旋盖 5.纹筒 6.绞笼 7.料斗 8.减速器 [资料来源:Doc163.com]
9.大皮带轮 10.电机 11.三角带 12.小皮带轮
2.1.1 送料机构
包括料斗7、绞笼6和绞筒5。其作用是输送物料前移到切割机构,并在前端对物料进行挤压。
2.1.2 切割机构
包括挤肉样板3,绞刀2,旋盖4。其作用是对挤压进人样板孔中的物料进行切割.样板孔眼规格有多种,可根据不同的工艺要求随时旋下旋盖进行更换。
2.1.3 驱动机构
包括电机10、皮带轮9、12、减速器8、机架I等
2.2 绞肉机的工作原理
当机器工作时,先开机后放料,物料本身的重力和螺旋供料器的旋转,把物连续地送往绞刀口进行切碎。因为螺旋供料器的螺距后面应比前面小,但螺旋轴的直径后面比前面大,这样对物料产生了一定的挤压力,这个力迫使已切碎的肉从格板上的孔眼中排出。
用于饺子馅生产时,肥肉需要粗绞而瘦肉需要细绞,以调换格板的方式来达到粗绞与细绞之需。格板有几种不同规格的孔眼,通常粗绞用之直径为5-7毫米、细绞用直径2-4毫米的孔眼。粗绞与细绞的格板,其厚度都为11-13毫米普通钢板。由于粗绞孔径较大,排料较易,故螺旋供料器的转速可比细绞时快些,但最大不超过400转/分。一般在100-300转/分。因为格板上的孔眼总面积一定,即排料量一定,当供料螺旋转速比较快时,有时物料在切刀附近堵塞,造成功率突然增大,对电动机的正常工作有影响。
绞刀刃口是顺着切刀转学安装的。绞刀用工具钢制造,刀口要求锋利,使用一段时间后,刀口会变钝,此时应调换新刀片或重新修磨,否则将影响切割效率,甚至使有些肉馅不是切碎后排出,而是由挤压、磨碎后成浆状排出,直接影响产品的质量,根据有些厂的实验,饺子肉馅脂肪严重析出的质量事故,往往与此原因有关。
装配或调换绞刀后,一定要把紧固螺母旋紧,才能保证格板不动,否则因格板移动和绞刀转动之间产生相对运动,也会引起对物料磨浆的作用。绞刀必须与格板紧密贴和,不然会影响切割效率。
螺旋供料器在机壁里旋转,要防止螺旋外表与机壁相碰,如果有碰撞的情况发生,会导致机器损坏。但它们的间隙又不能过大,过大就会影响送料效率和挤压力,甚至会使物料从间隙处倒流,因此这部分零部件的加工和安装的要求相对较高。
绞肉机的生产能力不是由螺旋供料器决定,而是由切刀的切割能力来决定。因为切割后物料必须从孔眼中排出,螺旋供料器才能继续送料,否则,送料再多也不行,相反会产生物料堵塞的现象。
[资料来源:http://Doc163.com]
目 录
第一章绪 论 1 [来源:http://www.doc163.com]
第二章结构及工作原理 2
2.1绞肉机的结构 2
2.1.1送料机构 2
2.1.2切割机构 2
2.1.3驱动机构 2
2.2绞肉机的工作原理 3
第三章 螺旋供料器的设计 4
3.1绞笼的设计 4
3.1.1绞笼的材料 4
3.1.2螺旋直径 4
3.1.3螺旋供料器的转速 5
3.1.4螺旋节距 5
3.2绞筒的设计 5
第四章传动系统的设计 6
[资料来源:http://doc163.com]
4.1电机的选择 6
4.2带传动的设计 7
4.2.1设计功率 7
4.2.2 选定带型 7
4.2.3 传动比 7
4.2.4 小带轮基准直径 7
4.2.5 大带轮基准直径 7
4.2.6 带速验算 8
4.2.7 初定轴间距 8
4.2.8 所需带的基准长度 8
4.2.9 实际轴间距 8
4.2.10 小带轮包角 8
4.2.11 单根V带的基本额定功率 9
4.2.12 时单根V带型额定功率增量 9
[版权所有:http://DOC163.com]
4.2.13 V带的根数Z 9
4.2.14 单根V带的预紧力 9
4.2.15作用在轴上的力 9
4.2.16带轮的结构和尺寸 9
4.3齿轮传动设计 10
4.3.1选择材料,确定 和 及精度等级。 10
4.3.2按接触强度进行初步设计 10
4.3.2.1确定中心距 10
4.3.2.2 确定模数m 11
4.3.2.3确定齿数z ,z 11
4.3.2.4计算主要的几何尺寸 11
4.3.3校核齿面接触强度 12
4.3.4校核齿根的强度 14
4.3.5齿轮及齿轮副精度的检验项目计算 15
4.3.5.1确定齿厚偏差代号 15
4.3.5.2确定齿轮的三个公差组的检验项目及公差值 15
4.3.5.3确定齿轮副的检验项目与公差值 15
4.3.5.4确定齿坯的精度要求 16
4.4轴的设计 17
4.4.1按扭转强度的计算 17
第五章 绞刀设计 19
5.1绞刀的设计 19
5.1.1刀刃的起讫位置 20
5.1.2刀刃的前角 21
5.1.3刀刃的后角 23 [资料来源:http://Doc163.com]
5.1.4刀刃的刃倾角 23
5.1.5刀刃上任一点位量上绞肉速度 25
5.1.6刀片的结构 26
第六章 生产能力分析 28
6.1绞刀的切割能力 28
6.2 绞肉机的生产能力 28
6.3功率消耗 28
总结 30
参考文献 31 [资料来源:http://doc163.com]
下一篇:铣削组合机床及其主轴组件设计(含CAD零件图装配图)