
药品装盒机折纸机构设计(含CAD零件图装配图,UG三维图)

药品装盒机折纸机构设计(含CAD零件图装配图,UG三维图)(任务书,开题报告,论文说明书14000字,CAD图纸9张,UG三维图)
摘 要
药品装盒机-折纸机构是大批量生产包装箱用包装盒的一种机电一体化装备,涉及机械、电气、控制、气压气动等多种技术。本课题的任务是根据药品装盒机-折纸机构的工作原理,研究设计其电气控制系统,实现折纸机构折纸作业的气动化。
本论文主要完成以下工作:首先收集和分析包装盒药品装盒机-折纸机构的工作原理,拟定其控制系统方案;随后进行包装盒药品装盒机-折纸机构的基本结构设计,包括折纸机构构和送料机构;然后根据控制系统方案,完成各种装置和元器件的选型、校核,并对低压电器、电缆(电力、控制、通信)以及控制柜装置进行学习,并了解了各种低压电器的使用方法和控制原理;其次介绍了PLC(可编程程序控制器)的基本组成、工作原理、主要特点;综合以上的知识和现场的实际应用做出了总体方案、控制策略以及硬件配置和软件实现方法。其中还详细绘出了各种低压电器、伺服电机、触摸屏以及各功能模块的实际接线电路。分析并介绍了PLC编程方法,电机调速原理以及各种各种低压常用电气元器件的使用。经过调研分析合理地确定系统实现方案,根据系统功能选择西门子系列(PLC)的产品,结合该产品及其编程特点编制软件实现气动控制。同时本文还对系统的结构,硬件配置, 触摸屏设置软件应用进行了阐述。 [资料来源:Doc163.com]
关键词:药品装盒机-折纸机构,PLC,控制系统设计,气动化折纸
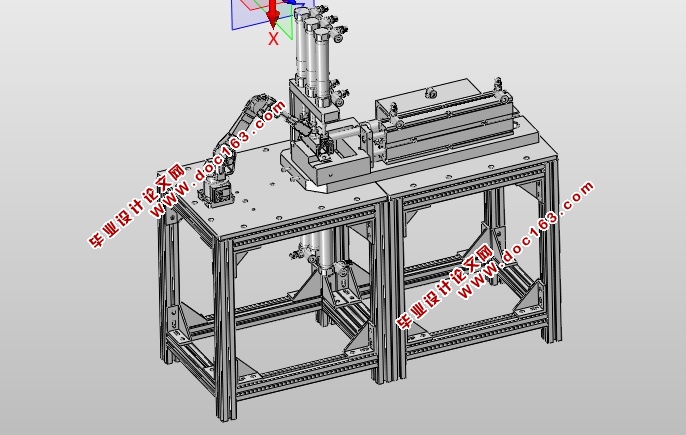
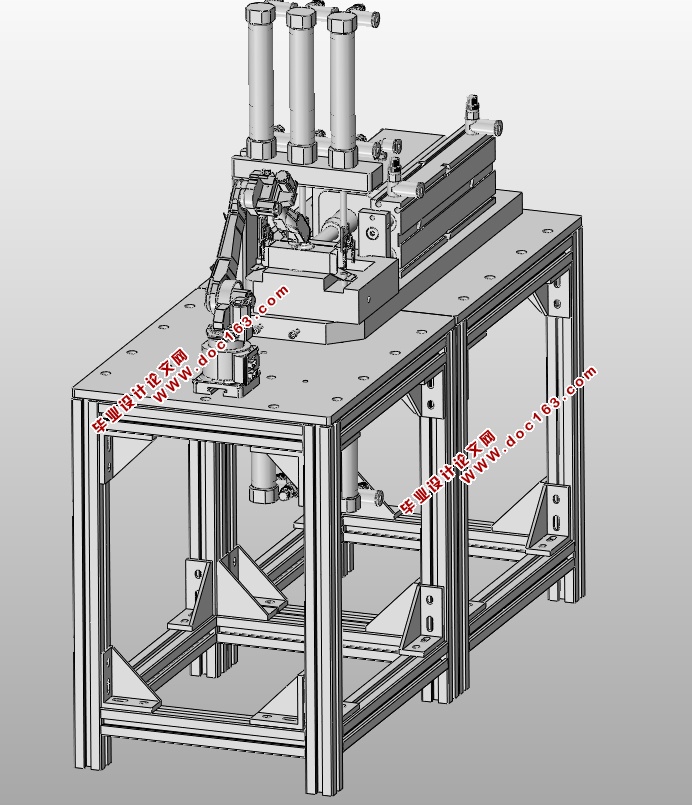
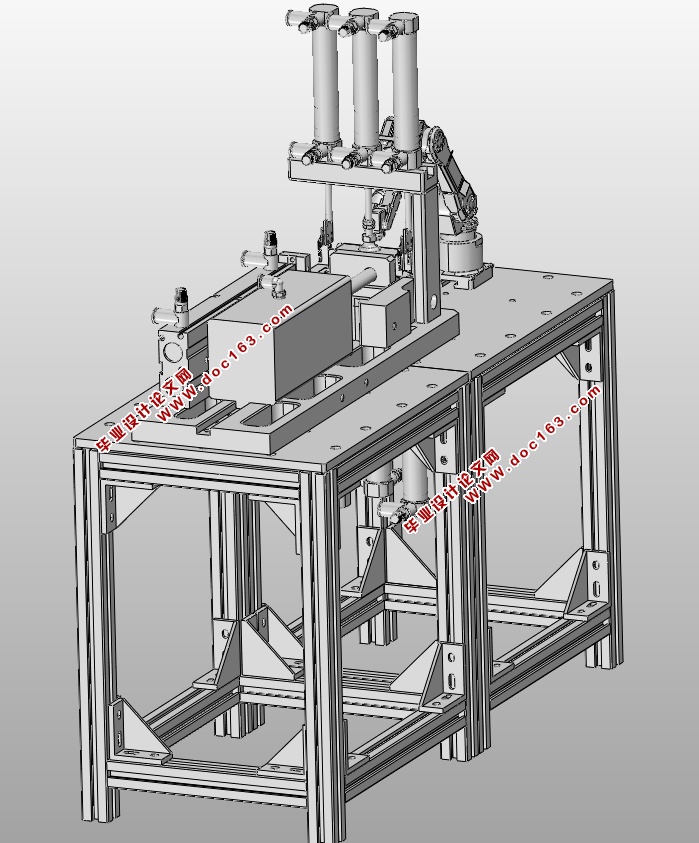
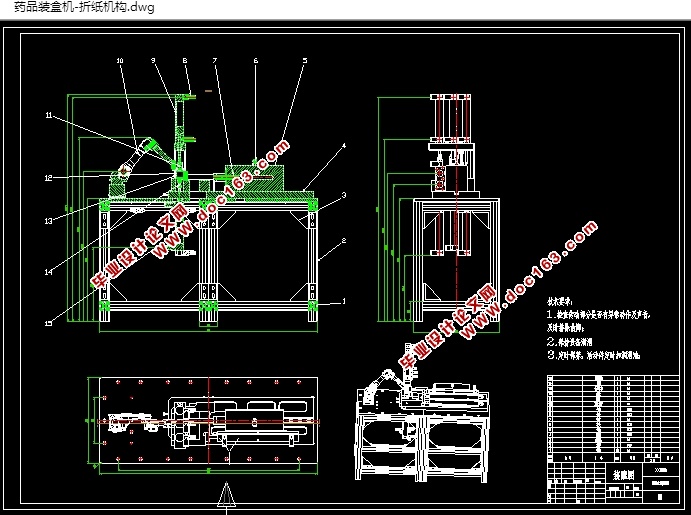
药品装盒机-折纸机构工作原理
折纸装置是药品装盒机-折纸机构的执行机构,它是由气泵电动机带动气压驱动,由电磁阀来控制气路的接通还是断开,气压直接驱动横梁上下运动来实现折纸操作。当包装盒已经定位好并且检测到输送线上有包装盒,同步气缸已经复位(处于上位),横梁处于上限位时,纸槽中的纸子都排好时在不缺纸的情况之下,执行折纸操作,气压驱动横梁由上限位向下限位打下,完成打定操作,将纸子打入包装盒中。完成之后,横梁退回到上限位,同步气缸也必须复位,横梁复位之后,包装盒由输送线运走,输送线继续来包装盒。推纸气缸继续重复循环推纸,输送线继续重复循环输送包装盒,再将纸料准确定位。
包装盒定位就是将包装盒准确定位到折纸位置,为执行折纸操作做好准备。将包装盒推到超过准确停止的位置10 毫米处,再将包装盒反向推回到准停位置,就和数控机床的回零一样,先超过回零的准停位置,机床再反向退回到准停位置,这样防止回零不到位。在包装盒准确停止处安装一组检测开关,这组传感器是检测包装盒准停,在距离准停为止10 毫米处再安装一组检测开关,这组传感器是让定位气缸开始动作,当包装盒通过第一组检测开关时,定位气缸不动作,当第二组检测开关被触发时,定位气缸开始动作,将包装盒推到指定位置(检测开关2),实现包装盒准确定位。包装盒定位完成以后,定位气缸复位(回上位)。
当漏纸检测传感器检测到纸子没有全部漏下时,推纸气缸到达右限位后停留0.5 秒后退回到左限位为,再一次从左限位到右限位,来回重复从左限位到右限位,直到纸子全部漏下为止,但是,这个动作不是无休止的进行,当重复十次以后,传感器检测到纸子还是没有全部漏下,此时报警,气动模式停止,手动模式启动,人工查找故障原因并解决,当故障排除以后,报警解除,机器正常运行,气动有效,折纸机构继续正常工作。

[资料来源:https://www.doc163.com]

目 录
摘 要 IV
1 概 述 1
1.1课题背景资料 1
1.2药品装盒机-折纸机构介绍 2
1.3课题设计目标 3
2 折纸机构控制系统的总体方案 4
2.1药品装盒机-折纸机构工作原理 4
2.2总体控制方案 5
3 控制系统硬件部分设计 7
3.1电气控制系统组成 7
3.2 开关电源 9
3.3控制变压器 9
3.4主令电器 9
3.5继电器 10
3.6变频器 10
3.7 PLC选型 11
3.8速度和载荷计算 12
4.气压系统主要参数的确定 14
[资料来源:http://www.doc163.com]
4.1 系统压力的初步确定 14
4.2 气压执行元件的主要参数 14
5.气压系统方案的选择和论证 18
5.1 气路循环方式的分析和选择 18
5.2 开式系统气路组合方式的分析选择 19
5.3 调速方案的选择 19
6.气压元件的选择计算 20
6.1 气泵和电机选择 20
6.2 控制阀的选用 22
6.3 管路,过滤器,其他辅助元件的选择计算 23
总 结 25
致 谢 26
参 考 文 献 27 [来源:http://www.doc163.com]
上一篇:行星齿轮自动变速器设计(含CAD零件图装配图,UG三维图)
下一篇:刀具磨床三轴工作台系统设计(含CAD零件图装配图,UG三维图)