
动臂圆搭自动焊工艺工装设计(含CAD零件图装配图,PROE三维图)
动臂圆搭自动焊工艺工装设计(含CAD零件图装配图,PROE三维图)(论文说明书12000字,CAD图纸8张,PROE三维图)
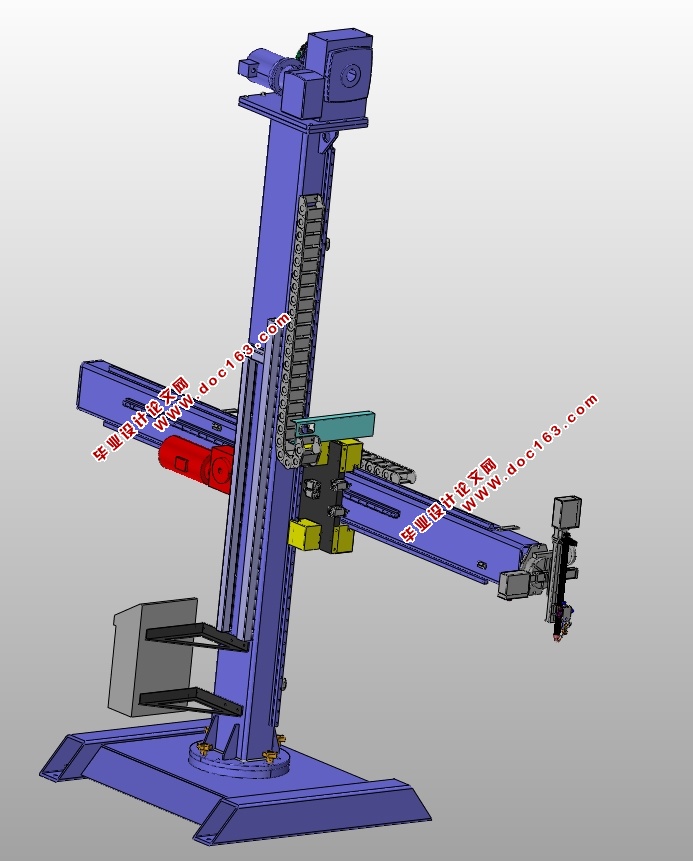
专用动臂圆搭自动焊工艺工装系统的机械设计原理与方案
专用动臂圆搭自动焊工艺工装主要有两部分组成:第一部分是机械运动系统的控制部分。控制部分组要由单片机控制变速箱来实现运动的准确性。由于变速箱可实现闭环的反馈控制,电机通过联轴器带动减速器,通过减速器使得电机的转速降低,同时获得较大的转矩,减速器带动滑轨实现承载焊头装置的横向和纵向运动,焊头的旋转通过气动的方式控制。
在变速箱上安装光电码盘,以检测电机的转速,若是电机的转速不能满足所需的要求,则可以通过光电码盘检测到,再返回到单片机的控制单元中。同时把单片机与液晶显示器接通,用此来反映电机的具体位置,这种位置是通过在工作平面上建立的坐标平面来确立的。
由于专用动臂圆搭自动焊工艺工装运动系统在工作的时候要求焊头的运转要具有平稳性,这样才不至于因为焊头的运动不平稳性导致焊接的不精确。现代的焊接技术 要求具有很高的焊接技术要求,所以这些很重要。
[资料来源:http://doc163.com]



摘要 2 [来源:http://www.doc163.com]
第1章 前言 4
第2章 专用动臂圆搭自动焊工艺工装系统的机械设计原理与方案 7
2.1焊头纵向运动 8
2.2焊头横向运动 9
第3章 传动装置的总体设计 10
3.1 传动方案拟定 10
3.2 电动机的选择 10
第4章 零件的设计 12
4.1.导轨的设计 12
4.1.1.导轨的导向方式 12
4.1.2.导轨的强度问题 12
4.1.3.导轨的耐磨性及铁刷清理抗弯曲度 13
4.1.4.导轨的结构形式 13
4.1.5.导轨的基本形式 13
4.1.6导轨的磨损 13
4.1.7提高导轨耐磨性措施 14
4.1.8.合理设计调节间隙的装置 14
4.1.9.合理设计导轨上的比压 14
4.1.10.合理设计导轨的防护装置和采用合理的润滑方式 14 [资料来源:http://Doc163.com]
4.1.11.导轨的零件图 15
4.2 滑轨的设计计算 15
4.2.1.零件的分析 15
4.2.2.焊头及控伤装置工艺规程设计 16
4.2.3.机械加工余量、工序尺寸及毛坯尺寸的确定 18
4.2.4.确定切削用量 20
4.2.5 滑轨的零件图 22
4.3 支座的设计 23
4.3.1.支座的作用及钢板选择 23
4.3.2. 支座零件图 23
4.4 焊头装置的设计 24
4.4.1焊头装置的作用及钢板选择 24
4.4.2 焊头装置图 24
4.5 探伤杆设计 25
4.5.1 探伤杆的零件图 25
设计小结 26
参考文献 27
下一篇:喷丸机械手设计(含CAD零件图装配图,SolidWorks三维建模)