
板材送进夹钳装置的设计(含CAD零件装配图,SolidWorks,IGS三维图)
板材送进夹钳装置的设计(含CAD零件装配图,SolidWorks,IGS三维图)(论文说明书17000字,CAD图纸10张,SolidWorks三维图,IGS通用三维格式)
本文运用大学所学的知识,提出了板材送进夹钳装置的结构组成、工作原理以及主要零部件的设计中所必须的理论计算和相关强度校验,构建了板材送进夹钳装置总的指导思想,从而得出了该板材送进夹钳装置的优点是高效,经济,并且安全系数高,运行平稳的结论。
1.5 夹钳装置概述
1.5.1夹钳装置的工作原理
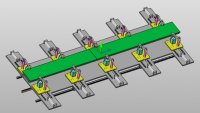
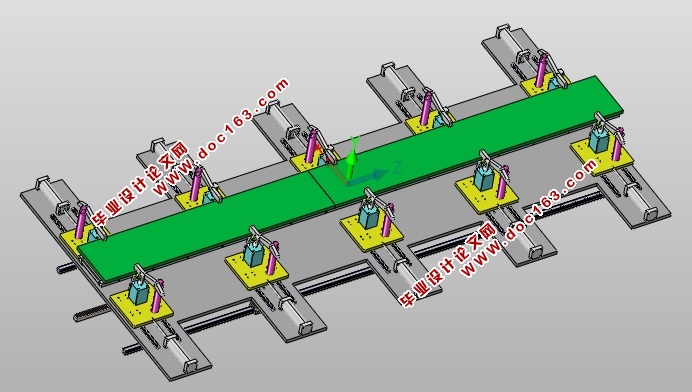
板材夹钳装置是广泛吸收国内外现有的液压,气压夹钳装置的先进技术基础上,针对钢板厚4-10mm,长3-2mm,宽300-500mm;钢板翘曲最大30mm而开发研制的。板材的两侧面分别布置5个该夹钳装置,并且每个夹钳装置之间的距离是
1000mm。这样能够节省大量的材料,对大批量的板材生产具有降低成本的优点。该夹钳夹紧力靠油缸夹紧,伸缩采用SMC公司的锁紧缸。它具有结构可靠,传动平稳,节省材料,动作灵敏等优点。
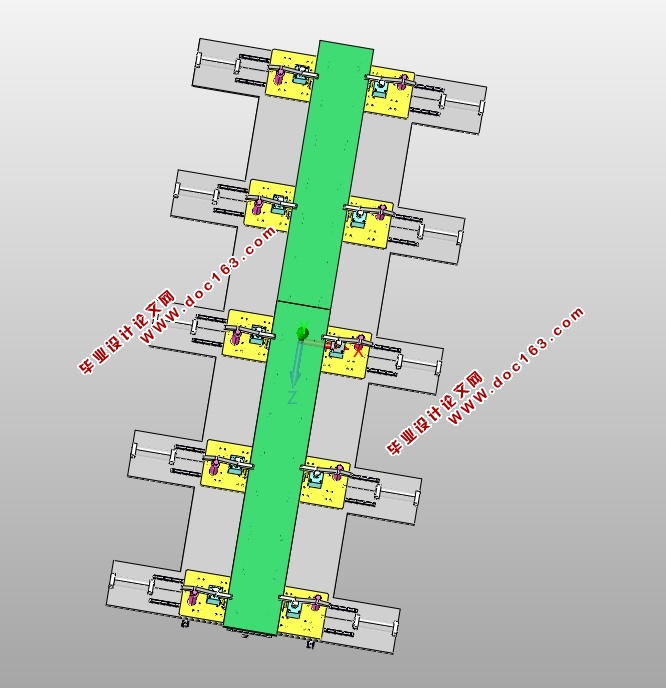
夹钳的作用是夹住工件的侧面,工件放在辊子上,夹钳夹住工件,拖动工件前行,送到主机进行冲孔加工。一般情况下,采用多个夹钳共同夹住板材,夹钳口伸入到板侧面20—30mm,即可夹住。众多夹钳并排放在平板上,平板下有滑轨, [来源:http://www.doc163.com]
由电机驱动齿轮、齿条,即可驱动平板在滑轨上运行。夹钳夹紧力靠油缸夹紧油缸为单作用油缸,即复位采用油缸弹簧。夹钳伸缩采用SMC公司的锁紧缸,此缸在行程上可在任意位置停止锁紧活塞,使夹钳不窜动。
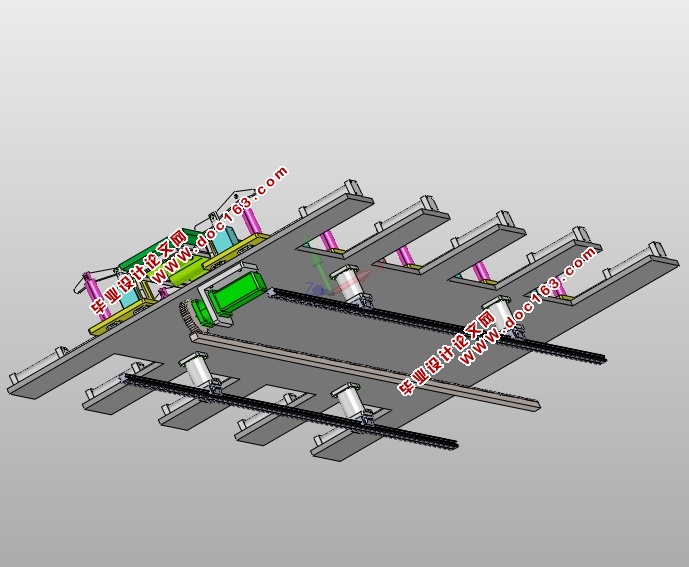
该装置的动作过程为:当工件位置放好后,夹钳头在汽缸的推动下伸出;当工件进入夹钳口时,板材侧面接触到感应块时,感应块后退,接近开关得到信号;
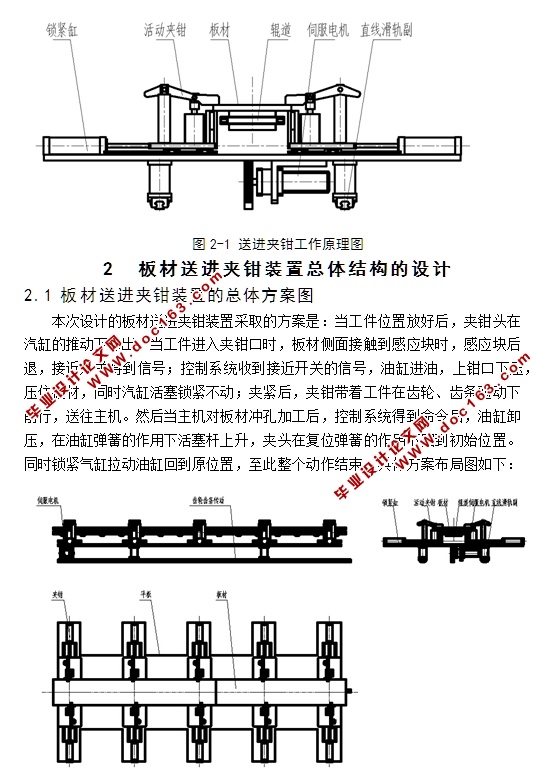
控制系统收到接近开关的信号,油缸进油,上钳口下压,压住板材,同时汽缸活塞锁紧不动;夹紧后,夹钳带着工件在齿轮、齿条驱动下前行,送往主机。然后当主机对板材冲孔加工后,控制系统得到命令后,油缸卸压,在油缸弹簧的作用下活塞杆上升,夹头在复位弹簧的作用下回到初始位置。同时锁紧气缸拉动油缸回到原位置,至此整个动作结束。工作原理图如图2—1所示。
2 板材送进夹钳装置总体结构的设计
2.1 板材送进夹钳装置的总体方案图
本次设计的板材送进夹钳装置采取的方案是:当工件位置放好后,夹钳头在汽缸的推动下伸出;当工件进入夹钳口时,板材侧面接触到感应块时,感应块后退,接近开关得到信号;控制系统收到接近开关的信号,油缸进油,上钳口下压,压住板材,同时汽缸活塞锁紧不动;夹紧后,夹钳带着工件在齿轮、齿条驱动下前行,送往主机。然后当主机对板材冲孔加工后,控制系统得到命令后,油缸卸压,在油缸弹簧的作用下活塞杆上升,夹头在复位弹簧的作用下回到初始位置。同时锁紧气缸拉动油缸回到原位置,至此整个动作结束。 [来源:http://www.doc163.com]
[资料来源:http://doc163.com]
目 录
摘要 I
Abstract II
1 引言 1
1.1 课题的来源与研究的目的和意义 5
1.2 板材送进夹钳装置的发展现状 7
1.3 本课题研究的内容 7
1.4 Solidworks设计基础 8
1.4.1 草图绘制 9 [资料来源:http://www.doc163.com]
1.4.2 基准特征,参考几何体的创建 10
1.4.3 拉伸、旋转、扫描和放样特征建 12
1.4.4 装配设计 13
1.5 夹钳装置概述 14
1.5.1 夹钳装置的工作原理 14
2 板材送进夹钳装置总体结构的设计 15
2.1 板材送进夹钳装置的总体方案图 16
2.2 机械传动部分的设计计算 17
2.2.1电机的选型计算 19
2.2.2齿轮齿条传动的设计计算 22
2.2.3直线导杆的选型计算 24
2.2.4油缸的设计计算 26
3 各主要零部件强度的校核 27 [来源:http://Doc163.com]
3.1齿轮强度的校核与计算 28
3.2轴承强度的校核计算 28
4 板材送进夹钳装置中主要零件的三维建模 29
4.1伺服电机的三维建模 30
4.2夹钳装置的三维建模 31
4.3齿条的三维建模 33
4.4板材送进夹钳装置的三维建模 33
5 三维软件设计总结 35
结论 36
致谢 37
参考文献 38
上一篇:F钉自动排钉机的设计(含CAD零件装配图,SolidWorks,IGS三维图)
下一篇:玻璃瓶质量检测机的设计(含CAD零件装配图,SolidWorks,IGS三维图)