
全自动盘料弯管机弯曲装置设计(含CAD零件装配图)

全自动盘料弯管机弯曲装置设计(含CAD零件装配图)(设计说明书10500字,CAD图纸3张)
摘要
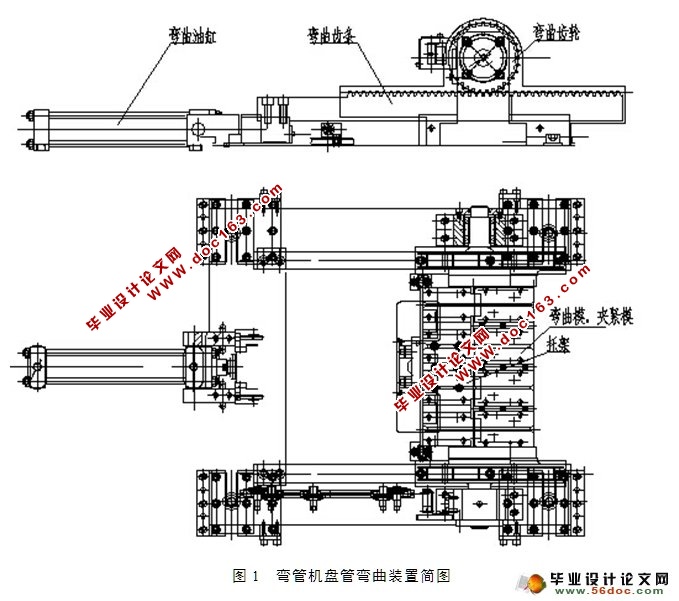
全自动盘料弯管机弯曲装置是弯管机不可缺少的一部分,由弯曲模、夹紧模、托架、夹紧油缸、弯曲油缸、托架油缸、弯曲齿条、轴承座、弯曲齿轮等构成。铜管经过导向套筒从弯曲模和夹紧模之间穿入全自动弯管机主机的芯轴杆上,然后夹紧模将铜管夹紧在两模之间,同时托架上升托住铜管,弯曲装置向前翻转作180°弯曲,将铜管弯制成U型管。
空调核心的制冷部件是冷凝管。制冷装置的重要原材料就是冷凝管,是制冷剂的运输通道。就现在看来冷凝管主要由弯管机生产。
本设计对弯管机盘管弯曲装置进行了总体结构、弯曲模、夹紧模的设计;对齿轮齿条进行了计算与校核;对轴承进行了选择与校核;对轴进行了设计与校核。并选取了动力系统,论述了弯管机弯曲装置的调整、故障及其处理方法。
关键词: 弯曲齿轮; 弯曲齿条; 弯曲模; 轴承; 油缸
Abstract
Automatic plate material bending machine bending machine bending device is an indispensable part of the bending mold, mold clamping, brackets, clamping cylinder, curved cylinder, cylinder bracket, curved rack, bearing, bending and other gear constitute. Brass through the guide sleeve from between the bending die and the clamping die penetration of automatic bending machine host mandrel rod and the brass mold clamping clamped between the two dies, while boosting the bracket rises brass, bending means flips forward for 180 ° bend, bend copper tube into the U-tube.
Central air conditioning condenser cooling components is. Refrigerating apparatus is an important raw material condenser, refrigerant transport corridors. It now appears that the main condenser manufactured by bender.
The design of the coil bender bending means for the overall structure, the bending mold clamping mold design; gear rack calculated and checked; the bearings selection and verification; the shaft is designed and checked. And select the power system, it discusses the adjustments and fault processing method bender bending means.
Keywords: bending gear; curved rack; flexural modulus; bearings; cylinder
全自动盘料弯管机弯曲装置的组成及工作原理
弯管机盘管弯曲装置是将铜管弯曲180°的装置,可以同时对4根铜管进行弯曲。通过调整模具、拖架等的位置可以加工其他型号的铜管。弯管机盘管弯曲装置由弯曲模、夹紧模、托架、夹紧油缸、弯曲油缸、托架油缸、弯曲齿条、轴承座、弯曲齿轮等构成。弯曲模具、夹紧模具、托架三点一线。铜管经过导向套筒从弯曲模和夹紧模之间穿入全自动弯管机主机的芯轴杆上,然后夹紧模将铜管夹紧在两模之间,同时托架上升托住铜管,弯曲装置向前翻转作180°弯曲,将铜管弯制成U型管。为防止铜管弯曲部的变形,有万向活动芯轴在铜管内,在弯曲的同时向弯曲处自动喷油润滑。 [资料来源:https://www.doc163.com]
全自动盘料弯管机弯曲装置的规格
⑴ 材料的材质:T2、TP2脱氧铜管;材料状态:软(按GB8895-88选用);
⑵ 材料的尺寸:Φ9.52×t0.35mm 盘管(光管及内螺纹管)下料长度:300-600mm;
⑶ 下料长度: L=Min.300~Max.2000±1.0mm,端部不齐度:Max.1mm; [资料来源:www.doc163.com]
⑷ 循环时间:L=1000mm时 18秒/每循环;
⑸ 弯曲部椭圆度:Max.15%;
⑹ 弯曲部壁厚减薄率: Max.35%。
[资料来源:https://www.doc163.com]

目 录
引 言 1
第一章 弯管机概述 4
1.1 弯管机的发展概况 4
1.2 弯管机研究的意义和价值 5
1.3 弯管机的构成及工作原理 5 [资料来源:http://doc163.com]
1.3.1 弯管机的构成 5
1.3.2 弯管机的工作原理 5
第二章 全自动盘料弯管机弯曲装置概述 6
2.1 全自动盘料弯管机弯曲装置的组成及工作原理 6
2.2 全自动盘料弯管机弯曲装置的规格 6
第三章 全自动盘料弯管机弯曲装置的结构设计 7
3.1 全自动盘料弯管机弯曲装置总体的结构设计 7
3.2 弯曲模和夹紧模的设计 8
3.2.1 回弹角的计算 8
3.2.2 影响回弹的因素 8
3.2.3 弯曲模和夹紧模工作原理 9
3.3 齿轮齿条的设计 10
3.3.1 齿轮传动的优点 10
3.3.2 齿轮的几何尺寸计算 10
3.3.3 齿轮的接触疲劳强度校核 11
3.3.4 齿轮的弯曲疲劳强度校核 12
3.4 轴承的选择与校核 13
[版权所有:http://DOC163.com]
3.4.1 轴承的选择 13
3.4.2 所选系列轴承的性能特点 14
3.4.3 轴承的寿命校核 14
3.4.4 轴承的静强度校核 14
3.4.5 轴承的极限转速校核 15
3.5 轴的设计 15
3.5.1 轴的直径计算 15
3.5.2 轴的校核 15
第四章 全自动盘料弯管机弯曲装置的结构设计 18
4.1 全自动盘料弯管机弯曲装置油缸的选择 18
4.2 全自动盘料弯管机弯曲装置液压泵的选择 18
4.2.1 液压泵的选择 18
4.2.2 V型柱塞泵的参数 20
4.2.3 V型柱塞泵的特性 20
第五章 全自动盘料弯弯曲装置的调整管机 21
5.1 弯曲角度的调整 21
5.2 托架高度的调整 22
5.3 压力调整 22
5.4 速度调整 22 [资料来源:http://doc163.com]
第六章 可能出现的故障及原因 23
6.1 不夹紧的原因 23
6.2 不弯管的原因 23
6.3 弯曲形状差的原因 24
结 论 25
参考文献 26
致 谢 27
[资料来源:http://doc163.com]
下一篇:双缸四柱液压机的液压系统设计和PLC控制(含CAD图)