
C615车床进给箱机械加工工艺规程设计(含CAD零件夹具图,工艺卡工序卡)

C615车床进给箱机械加工工艺规程设计(含CAD零件夹具图,工艺卡工序卡)(论文说明书12000字,外文翻译,CAD图纸5张,工艺卡,工序卡)
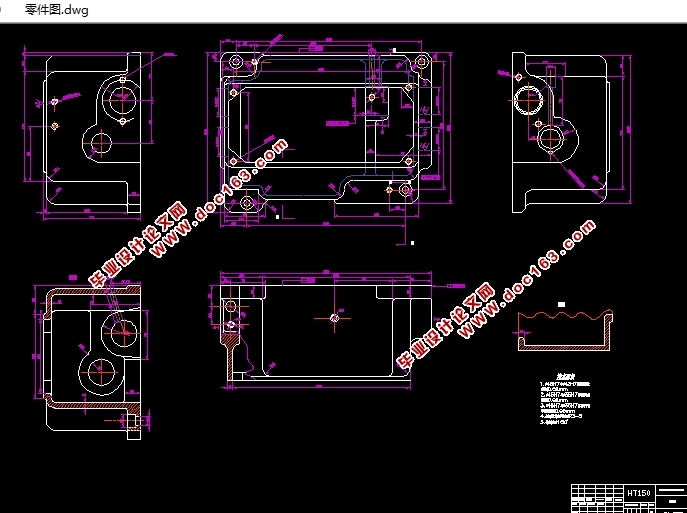
零件的分析
2.1零件的功用
C615车床是现代制造业常用的机床之一,此车床可保证工件的加工精度和效率,适用于各种行业的机械加工,可用于车削外圆,内孔端面,沟槽,钻孔,铰孔及公制螺纹,英制螺纹,模数螺纹等。该机床结构紧凑,刚性好,安全可靠,操作方便,价格低廉。
进给箱是C615车床六大组成部件之一,它位于机床床身左端前面,主要安装进给变速机构,它的作用是把从主组经挂轮机构传来的 运动传给光杆和丝杆,取得不同的进给量和螺距。其中 , 三个同组孔为联接光杆, 两个同组孔为丝杆联接孔,使进给箱和车床光杆,丝杆联接在一起。
2.2零件的工艺分析
从零件图上可以看出,它的加工可分为以下几个部分:
1.以 三个同组孔的一系列孔和加工面,以 两个同组孔联接丝杆的 加工孔和面。包括 左端面上 圆上的 螺纹通孔。 右端以 圆上的 深25的孔。
2.尺寸为270面上的4-M8螺纹以及R15的倒角
3.三个油孔的加工
4.攻螺纹孔2-M8.M6.4-M8。
以上各部分的位置要求:
1. φ35H7φ47H7φ42H7的同轴度公差为 ,以便于安装光杆
2. 的同轴度公差为 ,以便于安装丝杆
3.左上端面与右上端面的 直线度公差为0.05
4.前端面与后端面的垂直度公差为0.05
由以上分析可知:对于头两组加工面来说,我们可以先选择其中的一组表明进行加工,然后再用已加工过的表面为基准,加工其他各组表面,并保证它们之间的位置精度
该方案是C615车床进给箱机械加工工艺规程设计,C615车床是现代制造业常用的机床之一,此车床可保证工件的加工精度和效率,适用于各种行业的机械加工,可用于车削外圆,内孔端面,沟槽,钻孔,铰孔及公制螺纹,英制螺纹,模数螺纹等。该机床结构紧凑,刚性好,安全可靠,操作方便,价格低廉。
进给箱是C615车床六大组成部件之一,它位于机床床身左端前面,主要安装进给变速机构,它的作用是把从主组经挂轮机构传来的 运动传给光杆和丝杆,取得不同的进给量和螺距。其中三个同组孔为联接光杆,两个同组孔为丝杆联接孔,使进给箱和车床光杆,丝杆联接在一起。应使零件上的各尺寸精度.位置精度.表面粗糙度和各项技术要求均能得到保证。由于本零件生产纲领确定为大批量生产,因此,可以考虑采用通用机床配以专用夹具来进行加工,以便使工序集中,这样即可以提高生产率,又可提高加工精度,且可使生产成本降低,以获得最好的经济效果。
[资料来源:https://www.doc163.com]
加工顺序按以下原则确定:先粗加工,后精加工;先主要表面,后次要表面;先基准面,后其他面;先加工平面,后加工孔。
[来源:http://Doc163.com]

目 录
摘要 I
ABSTRACT II
目 录 1
第一章 前言 1
1.1 毕业设计的目的 1
1.2 机械制造工艺设计的步骤和方法 2 [版权所有:http://DOC163.com]
1.3 零件机械加工工艺规程设计 2
1.4 工艺装备设计 2
1.5 编写设计说明书 2
第二章 零件的分析 3
2.1零件的功用 3
2.2零件的工艺分析 3
第三章 零件的工艺规程设计 4
3.1确定零件生产类型 4
3.2确定毛坯的制造形式 4
3.3基面的选择 4
3.3.1粗基准的选择 4
3.3.2精基准的选择 4
3.4制定工艺路线 5
3.5机械加工余量.工序尺寸及毛坯尺寸的确定 5
3.5.1 工序1:按划线,校正,刨底平面,顶平面 6
3.5.1.1、粗刨底面 6
3.5.1.2、精刨底面 6
3.5.1.3、粗刨顶面 7
3.5.1.4、精刨顶面 8
3.5.2 工序2:钻底座4×φ14通,锪沉孔4×φ20深8 9
3.5.2.1、钻底座4×φ14通 9 [版权所有:http://DOC163.com]
3.5.2.2、锪沉孔4×φ20深8 11
3.5.3 工序3:镗 ;镗床 14
3.5.3.1、粗镗 14
3.5.3.2、精镗 15
3.5.3.1、粗镗 16
3.5.3.1、精镗 17
3.5.4 工序4:钻油孔:φ8mm,深48mm,然后锪孔到φ12mm,深2mm ; 18
3.5.4.1、钻φ7mm, 深50mm 18
3.5.4.2、锪沉孔φ10深2mm 21
3.5.4.3、钻φ8mm, 深48mm 23
3.5.4.4、锪沉孔φ12深2mm 26
3.5.4.5、钻φ6mm, 深75mm 28
3.5.4.6、锪沉孔φ14深2mm 30
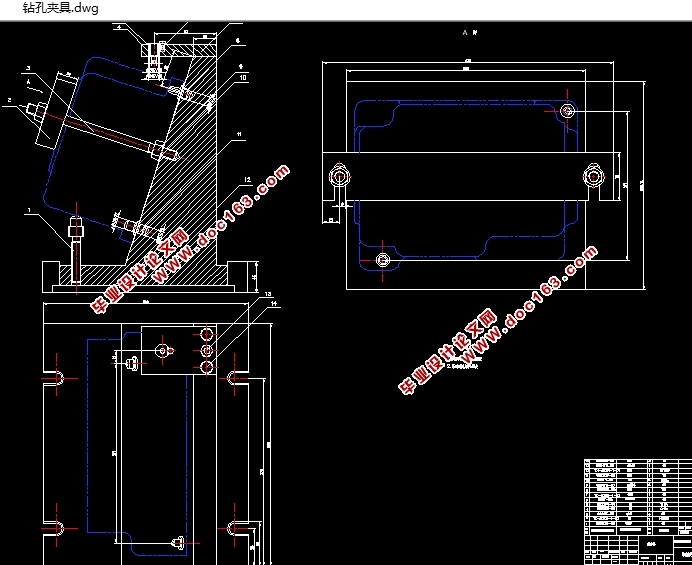
第四章 夹具设计 33
4.1 问题的提出 33
4.2 夹具设计 33
4.2.1 定位基准的选择 33
4.2.2 定位误差分析 33
4.2.3 夹具设计及操作的简要说明 33
4.3专用夹具零部件的选择 34
4.3.1 螺母 34
4.3.2 双头螺柱 34
4.3.3 压板 35
第五章 设计体会 36
第六章 参考文献 37
致谢 39
上一篇:车床小刀架机械加工工艺及镗孔的夹具设计(含CAD零件图装配图)
下一篇:生产车桥后桥减速器壳体设计(含CAD零件图夹具装配图,工艺卡)