
XK716铣床数控系统设计(自动化)(附PMC程序)

摘要
本课题针对XK716铣床的数控改造,提出了FANUC-0i-MA数控系统的控制方案,并设计了数控系统的硬件配置和电气原理图,以及完成了半闭环的设定。并用螺距误差补偿和反向间隙补偿来提高半闭环的精度。根据机床的机械结构和控制要求,进行了伺服参数与系统参数的设定与调整。对改造后的系统的PMC程序进行了重新设计,改造后的数控机床已投入到模具生产中。
关键词:数控系统;电气原理图;误差补偿;参数;
Abstract
In this issue, FANUC - 0i-MA control scheme is put into use in XK716 machine transformation, and the hardware and electrical diagram of NC system is designed, finally a semi-closed loop setting is completed. Meanwhile the accuracy of the semi-closed loop is improved by using pitch error compensation and backlash compensation. Servo parameter and CNC basic parameter are set and adjusted according to the mechanical structures and the control request of the machine tool. PMC is programe for machine control is redesigned and the system is put into mold production.
Key words:CNC system;Electrical schematic diagram;The error compensates; Parameter; [资料来源:Doc163.com]
本课题提出的数控改造方案现已成功用于铸造厂XK716铣床数控系统,而且已用于了汽车模具的加工。现对本课题总结如下:
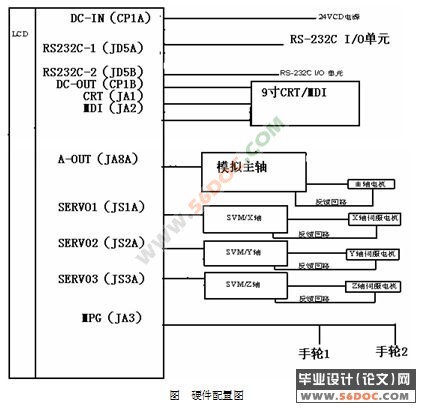
1.针对XK716铣床数控系统设计的要求,提出FANUC-0i-MA数控系统的控制方案。并给出了数控系统详细的硬件配置及电气原理图。
2.依据XK716数控铣床改造要求,进行了伺服参数的初始化和适当的调整。
3.依据机床控制的要求,对系统的主要基本参数进行了设置与调整。
4.依据半闭环设置用螺距误差补偿和反向间隙补偿来保证其精度要求。并对系统的倍率的PMC程序进行了设计和参数设定。
本课题的主要任务:
1.提出XK716铣床数控系统设计改造方案及硬件配置;
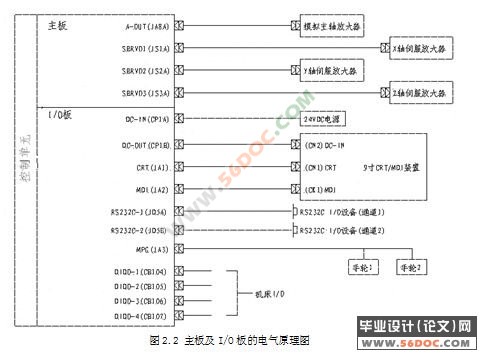
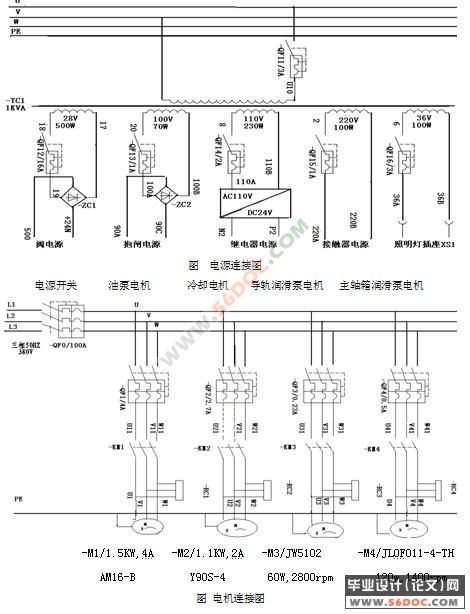
2.设计电气原理图;
3.误差的补偿;
4.参数的设定与调整;
5.PMC程序的设计;
[来源:http://www.doc163.com]
[资料来源:http://Doc163.com]

目录 18000字
第一章 概论 1
1.1 前言 1
1.2 课题来源 2
1.3 课题主要任务 2
1.4 数控化系统改造 2
第二章 数控系统硬件连接方案及电气原理图 4
2.1 数控系统硬件连接方案 4
2.2电气原理图 7
第三章 参数的设定与调整 10
3.1 显示参数 10
3.2 用MDI设定参数 10
3.3 参数的设置 11
3.3.1 有关“SETTING”的参数 11
3.3.2 有关阅读机/穿孔机接口的参数 11
3.3.3 有关轴控制/设定单位的参数 13
3.3.4 有关DI/DO的参数 14 [资料来源:http://www.doc163.com]
3.3.5 有关进给速度的参数 15
3.3.6 有关加减速控制的参数 17
3.3.7 有关基本功能的参数 18
3.4 伺服参数的设置 19
3.4.1 伺服初始化准备 19
3.4.2 伺服参数的初始化流程图 20
3.4.3 伺服参数的初始化步骤 21
第四章 误差补偿 23
4.1存储型螺距误差补偿 23
4.1.1螺距误差补偿原理 23
4.1.2螺距误差的测量 24
4.1.3螺距误差补偿的实现 25
4.2反向间隙补偿 28
4.2.1 系统结构及反向间隙补偿原理 28
4.2.2 阶跃式反向间隙补偿算法的实现 29
4.2.3计算结果及参数的设定 31
4.3 小结 33
第五章 PMC程序的设计 34
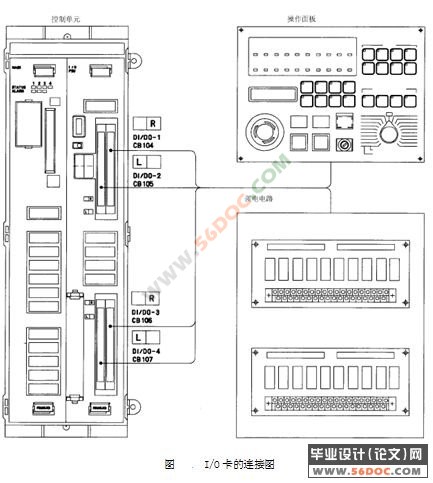
5.1 I/O的设置 34
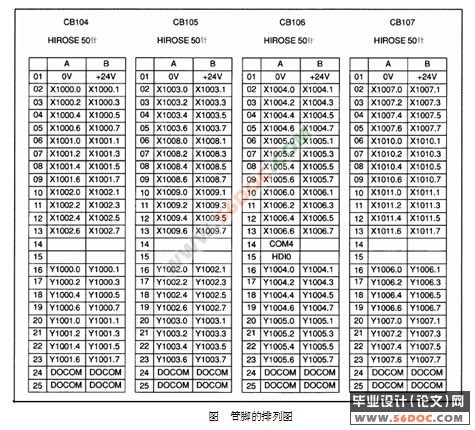
5.1.1内置I/O的连接和管脚的排列 35
5.1.2 I/O信号要求和DO用外部电源 36 [来源:http://Doc163.com]
5.2系统倍率的PMC程序 38
第六章 结论 44
结束语 45
致谢 46
参考文献 47 [资料来源:www.doc163.com]
上一篇:加工中心串行主轴的控制及应用(自动化)(附PMC程序)
下一篇:加工中心刀具寿命管理功能的开发及其应用(自动化)(附加工宏程序)