
保鲜盒体注射模的设计(附答辩记录)
摘 要
注射成型是将颗粒状或粉状塑料,从注射机的料斗送进加热的料筒中,经过加热熔融,塑化成粘流态熔体,在注射机柱塞或螺杆的高压推动下,以很大的流速通过喷嘴,注入模具型腔,经一定时间的保压冷却定型后,可保持模具型腔所赋予的形状,然后开模分型获得塑料制品。(毕业设计网 )
本次设计的是“保鲜盒体”,主要介绍了塑料保鲜盒体的设计思路和设计方法,主要设计的是保鲜盒体的注塑模的设计,塑料保鲜盒体具有重量轻、易清洁、耐腐蚀老化、强度高、使用寿命长,制作方便、价格低廉等特点,是值得人们信赖、喜欢用的产品,它具有非常大的发展前途。塑料制品具有原料来源丰富,性能优良等特点,应用极其广泛。注射成形是成形热塑件的主要方法,因此应用范围很广。
聚丙烯这种材料是一种常用的具有良好的综合力学性能的工程材料。它的力学性能如屈服强度、抗张强度、抗压强度及硬度等,均优于低压聚乙烯,并有很突出的刚性,耐热性较好。可在 以上使用.若不受外力,则温度升到 也不变形.基本上不吸水,并且有较好的化学稳定性,除对浓硅酸、浓硝酸外,几乎都很稳定.高频电性能优良,且不受温度影响,成形容易.缺点是耐磨性不够高,成形收缩率较大,低温呈脆性,热变形温度亦较低。 [资料来源:http://Doc163.com]
关键词:注射模具, 保鲜盒体,聚丙烯
1 保鲜盒体外塑件的工艺分析
1.1塑件成形工艺分析.
产品名称: 保鲜盒体
产品材料:聚丙烯( )
产品数量:大量生产
塑件材料特性:聚丙烯的主要特点是密度小,约为 / 。它的力学性能如屈服强度、抗张强度、抗压强度及硬度等,均优于低压聚乙烯,并有很突出的刚性,耐热性较好。可在 以上的温度下进行消毒灭菌。若不受外力,则温度升到 也不变形。基本上不吸水,并且有较好的化学稳定性,除对浓硅酸、浓硝酸外,几乎都很稳定。高频电性能优良,且不受温度影响,成形容易。缺点是耐磨性不够高,成形收缩率较大,低温呈脆性。热变形温度亦较低。
塑件材料成形性能:
1.结晶性料,吸湿性小,可能发生熔融破裂,长期与热金属接触易发生分解。
2.流动性极好,溢边值 左右。
3.冷却速度快,浇注系统及冷却系统应散热缓慢。
4.成形收缩范围大,收缩率大,易发生缩孔、凹痕、变形,方向性强。
5.注意控制成形温度,料温低方向性明显,尤其低温高压时更明显,模具温度低于 以下塑件不光泽,易产生熔接不良,流痕; 以上时易发生翘曲、变形。
6.塑件应壁厚均匀,避免缺口、尖角,以避免应力集中。
塑件尺寸:180×180×182×2 (长轴 短轴 高度 厚度)
塑件颜色:透明
查文献[3]可得:
塑件材料物理性能:
密度: /
收缩率:
熔点:
热变形温度:
材料力学性能:
屈服强度:
伸长率:
拉伸弹性模量:
弯曲强度:
弯曲弹性模量:
塑件质量:
该产品材料为聚丙烯( ),由上得知其密度为 ,收缩率为 ,计算出聚丙烯( )平均收缩率为 。可根据塑件形状进行人工几何计算得到保鲜盒体的体积。 [资料来源:http://Doc163.com]
通过计算得:
塑件的体积
塑件的重量
式中 ――塑料密度
塑件要求:
塑件外侧表面光滑,不允许有较大的浇口痕迹,边沿无飞边或较少易清理。
目 录
摘 要 II
1 保鲜盒体外塑件的工艺分析 1
1.1塑件成形工艺分析. 1
1.2塑件成形工艺参数确定 3
2结构设计及模架选择 5
2.1确定成形方法 5
2.2型腔布置 5
2.3分型面设计 5
2.4注射机的选定 6
2.5浇注系统的设计 8
2.6模具结构形式 13
3 模架结构选择 14
4 模具结构尺寸的设计计算 16
4.1模具结构设计计算 16
4.2模具的导向结构 18
4.3 推出机构的设计 19
(毕业设计网 )
5 相关校核的计算 21
5.1注射工艺参数相关校核 21
6 模具加热、冷却系统计算 24 [来源:http://Doc163.com]
6.1模具加热 24
6.2模具冷却 24
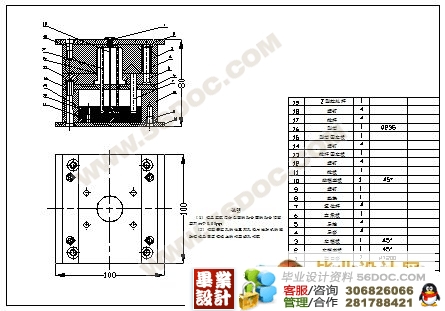
7 模具总装图及模具的装配、试模 27
7.1模具总装图及模具的装配 27
7.2试模后模具验收项目 29
致谢 30
参考文献 31 [资料来源:http://doc163.com]