
注射器盖塑料模具的设计
一、 题目:
注射器盖 材料:聚丙稀(PP)
二、明确设计任务,收集有关资料:
1、了解设计的任务、内容、要求和步骤,制定设计工作进度计划
2、将Pro/E零件图转化为CAD平面图,并标好尺寸
3、查阅、收集有关的设计参考资料
4、了解所设计零件的用途、结构、性能,在整个产品中装配关系、技术要求、生产批量
5、塑胶厂车间的设备资料
6、模具制造技能和设备条件及可采用的模具标准情况
三、工艺性分析
分析塑胶件的工艺性包括技术和经济两方面,在技术方面,根据产品图纸,只要分析塑胶件的形状特点、尺寸大小、尺寸标注方法、精度要求、表面质量和材料性能等因素,是否符合模塑工艺要求;在经济方面,主要根据塑胶件的生产批量分析产品成本,阐明采用注射生产可取得的经济效益。
1、塑胶件的形状和尺寸:
塑胶件的形状和尺寸不同,对模塑工艺要求也不同。
2、塑胶件的尺寸精度和外观要求:
塑胶件的尺寸精度和外观要求与模塑工艺方法、模具结构型式及制造精度等有关。
3、生产批量
生产批量的大小,直接影响模具的结构型式,一般大批量生产时,可选用一模多腔来提高生产率;小批量生产时,可采用单型腔模具等进行生产来降低模具的制造费用。 [资料来源:http://Doc163.com]
4、其它方面
在对塑胶件进行工艺分析时,除了考虑上诉因素外,还应分析塑胶件的厚度、塑料成型性能及模塑生产常见的制品缺陷问题对模塑工艺的影响。
四、 确定成型方案及模具型式:
根据对塑胶零件的形状、尺寸、精度及表面质量要求的分析结果,确定所需的,模塑成型方案,制品的后加工、分型面的选择、型腔的数目和排列、成型零件的结构、浇注系统等。
五、 工艺计算和设计
1、注射量计算:涉及到选择注射机的规格型号,一般应先进行计算。对于形状复杂不规则的制品,可以利用Pro/E,的“分析/模塑分析/模塑质量属性”来计算质量。或者采用估算估计塑料的用量,及保证足够的塑料用量为原则。
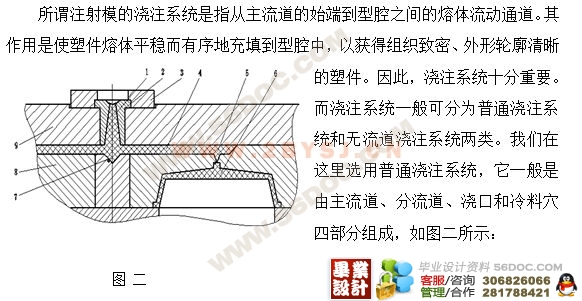
2、浇注系统设计计算:这是设计注射模的第一步,只有完成注系统的设计后才能估算型腔压力、注射时间、校核锁模力,从而进一步校核所选择的注射机是否符合要求。浇注系统设计计算包括浇道布置、主流道和分流道断面尺寸计算、浇注系统压力降计算和型腔压力校核。
3、成型零件工作尺寸计算:主要有凹模和型芯径向尺寸高度尺寸,其最大值直接关系到模具尺寸大小,而工作尺寸的精度则直接影响到制品精度。为计算方便,凡孔类尺寸均及其最小尺寸作为公称尺寸,凡轴类尺寸均及最大尺寸作为公称尺寸;进行工作尺寸计算时应考虑塑料的收缩率和模具寿命等因素。 [资料来源:Doc163.com]
4、模具冷却与加热系统计算:冷却系统计算包括冷却时间和冷却参数计算。冷却参数包括冷却面积、冷却水空长度和孔数的计算及冷却水流动状态的校核和冷却水入口与出口处温差的校核。模具加热工艺计算主要是加热功率计算。
5、注射压力、锁模力和安装尺寸校核:模具初步设计完成后,还需校核所选择的注射机注射压力和锁模力能否满足塑料成型要求,校核模具外形尺寸可否方便安装,行程是否满足模塑成型及取件要求。
六、 进行模具结构设计:
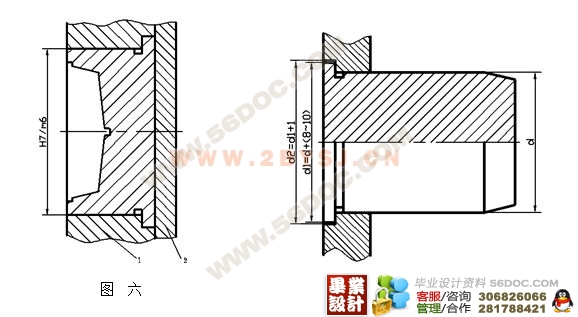
1、确定凹模尺寸:先计算凹模厚度,再根据厚度确定凹模周界尺寸,在确定凹模周界尺寸时要注意:第一,浇注系统的布置,特别是对于一模多腔的塑料模应仔细考虑模腔位置和浇道布置;第二,要考虑凹模上螺孔的布置位置;第三,主流道中心与模板的几何中心应重合;第四,凹模外形尺寸尽量按国家标准选取。
2、选择模架并确定其他模具零件的主要参数;在确定模架结构形式和定模、动模板的尺寸后,可根据定模、动模板的尺寸,从《塑料模国家标准》GB/T12555-1990和GB/T12556-1990中确定模架规格。待模架规格确定后即可确定主要塑模零件的规格参数。再查阅有关零件图表,就可以画装配图了。
 [资料来源:www.doc163.com]
[资料来源:www.doc163.com]

目 录 10000字
第 一 部分 产品的说明
第 二 部分 塑件分析
第 三 部分 注射机的型号和规格选择及校核
第 四 部分 型腔的数目决定及排布
第 五 部分 分型面的选择
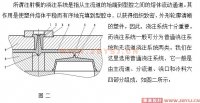
第 六 部分 浇注系统的设计
第 七 部分 成型零件的工作尺寸计算及结
构形式
第 八 部分 导柱导向机构的设置
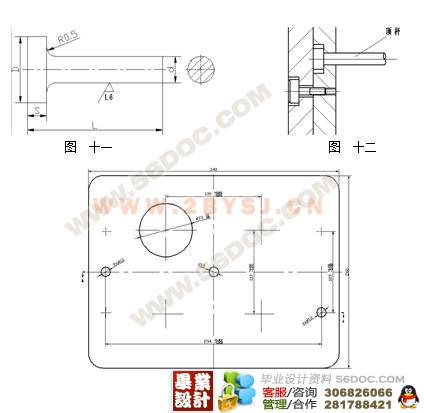
第 九 部分 推出机构的设计 [资料来源:Doc163.com]
第 十 部分 温度调节系统的设置
第十一部分 模具的动作过程
第十二部分 设计小结
第十三部分 参考资料
[资料来源:http://www.doc163.com]