
三菱M50G内置PLC在GZ076外圆磨中的设计及应用(自动化)
摘要
本课题针对GZ076外圆磨数控改造中三菱M50G数控系统二次开发的需要,设计了基于总线连接的远程I/O单元连接方案,完成了远程I/O单元输入输出口地址的分配和定义,并设计了有关电气原理图。通过对CNC与PLC接口信号的分析,编制了M50G内置PLC程序,实现了机床的辅助动作控制、CNC操作方式控制、快速进给速度倍率控制、切削进给倍率控制、坐标轴手动控制、回零方式控制、手摇方式控制、增量倍率控制、M功能辅助控制等。同时,提出了基于PLC计算的模拟主轴控制方案,实现了砂轮电机无级调速。
[资料来源:Doc163.com]
Abstract
This paper introduces to design remote I/O unit connection plan based on the bus, assign and define the remote I/O unit input and output address, and design the related electrical schematic diagram in the process of GZ076 cylindrical grinder CNC retrofit by Mitsubishi M50G. Through the analysis of CNC and PLC interface signal, M50G build-in PLC program is established in order to realize the machine tool auxiliary movement control, CNC operating mode control, rapid cutting rate control,rapid feed rate control, coordinate axis Manual control, zero return mode control, handle mode control, increment control, M function control. Additionally, analog spindle control plan based on the PLC computation is proposed for the continuous speed regulation of the headstock motor
Key words: Numerical control system; Interface signal; Build-in PLC; Analog spindle
课题研究任务
本课题为三菱M50G数控系统内置PLC在外圆磨床中的设计及应用,主要将完成以下任务。
1.CNC.PLC.机床之间的信号处理
[资料来源:http://doc163.com]
2.数控机床PLC信号的种类与接口地址
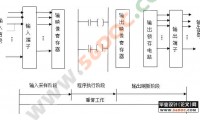
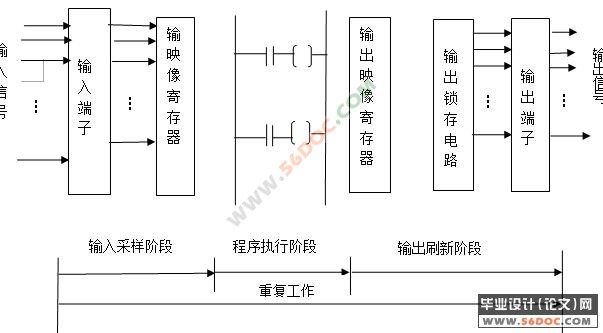
3.数控系统PLC的组成及工作过程
4.M50G数控系统内置PLC程序设计及调试
功能概述
主轴速度可以直接受6位10进制数的S代码命令的控制。当S模拟功能有效时,控制器选择对应于S代码后的6位10进数命令相应轴速度并且输出它(主轴齿轮换档命令)到机床侧(PLC)。控制器也输出对应该齿轮输入(主轴齿轮选择输入)的和由机床侧(PLC)规定的主轴速度的S命令数据(模拟电压或串行连接数据)。在数控机床中,无级变频调速主要有两种类型:伺服调速系统和变频调速系统。
三菱M50数控系统与变频器的连接方案
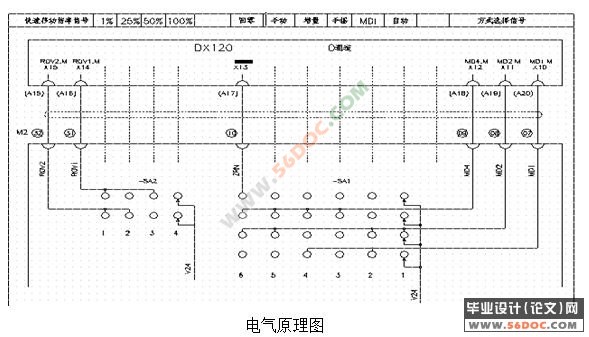
三菱M50G数控系统可以连接两种类型的主轴,当基于CNC计算变频控制时用串行主轴,当基于PLC计算变频控制时用模拟主轴。在使用模拟主轴时,必须配置具有10V模拟口的远程I/O单元,在三菱M50G数控系统中,具有10V模拟口的远程I/O单元有DX120/121和DX140/141。如图4.1所示,在使用模拟主轴时,使用了具有10V模拟口的远程I/O单元DX120。
数控系统内置PLC程序的设计在数控系统的二次开发中占有非常重要的地位。内置PLC不仅要完成机床各种辅助动作的控制,而且还必须对PLC接口信号进行处理,以完成机床所需要的CNC功能设计。本课题所设计的三菱M50G数控系统内置PLC程序已经在东风车桥有限公司十堰工厂GZ076外圆磨床的数控化改造中经过调试,运行状况良好。现对本课题总结如下:
[资料来源:http://www.doc163.com]
1. 针对GZ076外圆磨数控改造中三菱数控系统二次开发的需要,设计了基于总线连接的远程I/O单元连接方案,完成了远程I/O单元输入输出口地址的分配和定义。
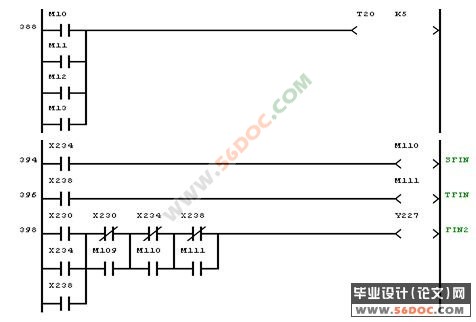
2. 依据I/O口的分配和定义,设计了有关电气原理图。在此基础上,通过CNC与PLC接口信号的分析,编制了内置PLC程序。
3. 所编制的内置PLC程序除完成机床的辅助动作控制外,还包括CNC操作方式控制、快速进给速度倍率控制、切削进给倍率控制、坐标轴手动控制、回零方式控制、手摇方式控制、增量倍率控制、M功能辅助控制、模拟主轴控制。
4. 提出了基于PLC计算的模拟主轴控制方案,实现了砂轮电机的无级调速控制。该方法对多模拟主轴的无级调速控制具有现实意义。
5. 定义砂轮电机为机床主轴,采用变频器控制砂轮电机,通过M50G数控系统一系列参数的设定与匹配,实现了砂轮的无级调速。
[来源:http://www.doc163.com]
[资料来源:http://Doc163.com]
目录 26000字
第一章 概论 1
1.1 课题来源及意义 1
1.3 课题研究任务 2
1.4 国内外现状 2
第二章 PLC与CNC接口信号分析 6
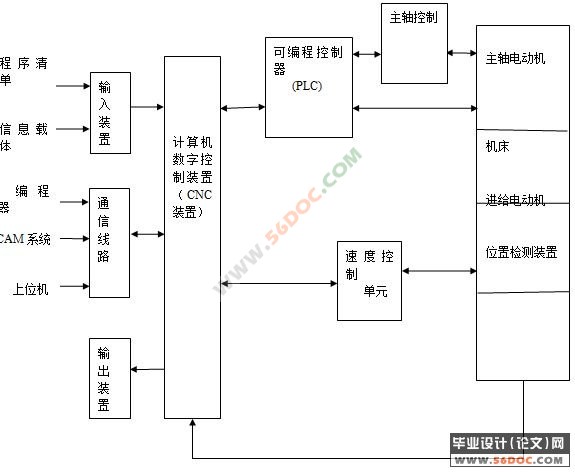
2.1 数控装置简介 8
2.1.1数控装置组成部分 8
2.1.2 数控装置 10
2.1.3辅助控制装置 11
2.1.2数控机床的PLC功能 12
2.2 PLC的接口信息 13
2.3 PLC、CNC及机床之间的信号处理 14
2.4 输入/输出信号类型和处理 15
2.4.1信号表 16
2.5输入/输出信号简介 16
2.5.1 输入信号 18
2.5.2 输出信号 19
2.6 GZO76数控磨床地址表 21
2.7操作面板远程控制I/O单元 23
2.8远程I/O单元的分配与设定 28
第三章 M50G数控系统内置PLC程序设计 29 [来源:http://Doc163.com]
3.1数控机床的PLC功能 29
3.2三菱M50G数控系统内置PLC开发工具 29
3.2.1 用户PLC(梯形图)开发步骤 29
3.2.2 PLC工作原理 30
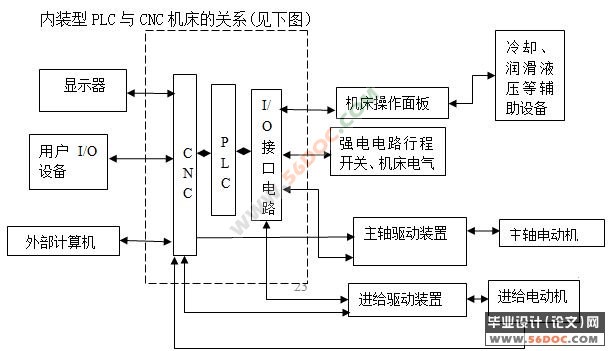
3.3.1内装型PLC 32
3.3.2 独立型PLC 33
3.4 三菱M50G数控系统内置PLC元件说明 33
3.5三菱M50G数控系统内置PLC功能指令 34
3.6 GZ076外圆磨数控内置PLC程序设计 35
3.6.1操作方式 35
3.6.2 快速进给速度倍率 36
3.6.3 切削进给倍率 37
3.6.4 坐标轴手动控制 38
3.6.5 M功能译码 38
3.6.6 M功能执行(冷却) 40
3.6.7 M功能执行(头架) 40
3.6.8 M功能执行(量仪) 41
3.6.9 M/S/T功能结束 42
第四章 基于PLC计算的模拟主轴设计 43
4.1 功能概述 43
4.2 三菱M50数控系统与变频器的连接方案 43
4.3 主轴S数据流程图 45
4.4 基于PLC计算的变速控制 47
第五章 结论 49
[资料来源:http://Doc163.com]
结束语 49
致谢 49