
ЫЋФЃТжЬЅЖЈаЭСђЛЏЛњЛњаЕЪжМАЦфЮЂЛњПижЦЯЕЭГЩшМЦ

1.ЮоашзЂВсЕЧТМ,жЇИЖКѓАДееЬсЪОВйзїМДПЩЛёШЁИУзЪСЯ.
2.зЪСЯвдЭјвГНщЩмЕФЮЊзМ,ЯТдиКѓВЛЛсгаЫЎгЁ.НіЙЉбЇЯАВЮПМжЎгУ.
Ум Лн БЃ АяжњжааФ
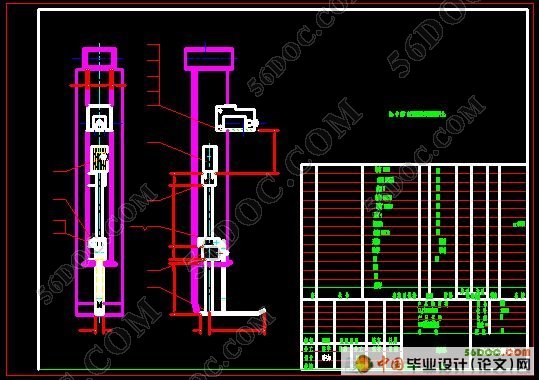
БОЛњЪєBаЭЫЋФЃТжЬЅЖЈаЭСђЛЏЛњЁЃгУЧњБњСЌИЫДЋЖЏЃЌВЩгУеєЙјЪНЃЈЛђШШАхЪНЃЉМгШШЃЌЩ§НЕЗзЊЪНПЊКЯФЃЁЃНКФвЩьжБЛђЪеЫѕгЩжааФЛњЙЙВйзнЃЛЛњаЕЪжЩ§НЕЁЂзЊЖЏЁЂаЖЬЅЛњЙЙНјГіОљВЩгУЫЎИзЧ§ЖЏЃЛКѓГфЦјВЩгУЖўЮЛЫФЕуЪНзАжУЃЛПижЦЯЕЭГВЩгУPLCПЩБрГЬПижЦГЬађПижЦЁЃБОЛњжївЊгЩЛњЦїЁЂДЋЖЏзАжУЁЂжааФЛњЙЙЁЂеєЦћЪвЁЂзАЬЅЛњЙЙЁЂаЖЬЅЛњЙЙЁЂЭбФЃЛњЙЙЁЂЛюТчФЃВйзнзАжУЁЂЙмТЗЯЕЭГЁЂЕчЦјПижЦЯЕЭГЕШзщГЩЁЃ
ађ КХ Яю ФП ВЮ Ъ§
1 еєЦћЪвЪ§ФП 2 Иі
2 еєЦћЪвФкОЖ 1525 mm
3 зюДѓКЯФЃСІ 4220 X 2 KN
4 ФЃаЭИпЖШ 254—635 mm
5 ЪЪгУИжШІжБОЖ 16—24 in
6 жїЕчЛњ LG41-6 13 KW 890 r/min
7 ЛњаЕЪжзІеХПЊЃЈБеКЯЃЉжБОЖ 630 ЃЈ360ЃЉ mm
[РДдДЃКhttp://Doc163.com]
8 НКФвецПеЖШ 0ЃЎ05 MPa
9 Й§ШШЫЎбЙСІ 2ЃЎ8 MPa
10 СђЛЏеєЦћбЙСІ 0ЃЎ7ЃЈШШАх1.04ЃЉMPa
11 ЖЏСІЫЎбЙСІ 0ЃЎ7 ЃЌ1.0 ,1.4 MPa
12 ЖЏСІПеЦјбЙСІ 2ЃЎ1—2ЃЎ5 MPa
13 ПижЦЦјдДбЙСІ 0ЃЎ35 MPa
14 зюДѓГфЦјбЙСІ 1ЃЎ4 MPa
15 ПЊЃЈКЯЃЉФЃРэТлЪБМф дМ 90 s
16 ДЙжБПЊФЃОрРы 660 mm
17 зЅЬЅЦїзюДѓЩ§НЕааГЬ 1620 mm
18 ЭтаЭГпДчЃЈГЄX ПэX ИпЃЉ 7000 X 5520 X 5950 mm
19 змжи дМ 60 t
ММЪѕВЮЪ§
ЁДЫФЁЕЁЂЛњаЕЪж
вЛЁЂЛњаЕЪжЙЄзїдРэ
ЛњаЕЪжгЩЙГзІЃЌСЌИЫМАЭаМмАхЦћИзЕШзщГЩЃЌЛњаЕЪжгЩЫЋЯђвКбЙЧ§ЖЏЃЌЕБвКИзЯђЯТЪБЃЌЫФАъЙГЬЅзІеХПЊжСзюДѓЃЌЕБвКбЙИзЯђЩЯЪБЃЌЙГЬЅХпЪЧВЛЛсЭбТфЕФЃЌвђЮЊСЌИЫдкеХПЊЪБНгНќвЛзжааЃЌзувдЦНКтЙГЬЅзІХпЕФзїгУСІЁЃетжжЛњаЕЪжЙГЬЅзІЩшГЩзЖЬхЖдЦЋаФ25—125mmКЭБфаЮРїКІЕФЩњЬЅЭЌбљФмзЅЦ№РДЁЃ [зЪСЯРДдДЃКhttp://www.doc163.com]
ЛњаЕЪжЧђБЧЦфжївЊЪЧХфКЯзАЬЅЪБЖЈаЭЁЃИљОнТжЬЅЙцИёЕїНкЖЈаЭЕЏЛЩЃЌЕБНКФвЪмФкбЙФвЭВЗГіНјШыЬЅХпЪБЃЌНКФвЕФАМДІгыЧђБЧЕФЧђУцЮЧКЯНгДЅЃЌЕБНКФвФкбЙМЬајдіМгЃЌЧђБЧМАЖЈаЭХЬЪмбЙЩЯЩ§ЃЌЕЏЛЩОЖЈаЭАхДЋИјНКФввЛИіДѓаЁЯрЕШЗНЯђЯрЗДЕФзїгУСІПижЦзЁНКФвЕФжааФЖЈЮЛЃЌЕБЖЈаЭбЙСІДяЕНвЛЖЈжЕЪБЃЌЖЈаЭИЫЩЯЩ§ЃЌХіЕНааГЬПЊЙиЃЌЗЂГіаХКХЃЌНКФвФкбЙНЕЕЭЖЈаЭЭъБЯЃЌЛњаЕЪжМАЧђБЧЗЕЛиЁЃ
Жў.ЛњаЕЪжвКбЙЯЕЭГЩшМЦ
1. ЫйЖШПижЦЛиТЗ
ЛњаЕЪжЕФдЫЖЏвЊЧѓгаНЯКУЕФЕЭЫйЮШЖЈадКЭЫйЖШИКдиЬиадПЩбЁгУЕїЫйЗЇЕїЫй.
ЮЊСЫБмУтЯЕЭГЙІТЪЕФЫ№ЪЇКЭЬсИпаЇТЪ,НкдМФмдД.ЙЪбЁгУЫЋБУЙЉгЭЛиТЗ,ВЂВЩгУПЊЪНбЛЗгЭТЗ.
ДЫЭт,ИљОнБОЛњЕФдЫЖЏаЮЪНКЭвЊЧѓ,бЁгУЕЅИЫЛюШћЪНвКбЙИз;ЮЊСЫЪЙЪжБлЩьГіКЭЪжБлЪеЛиЪБЕФЫйЖШЯрЭЌ,ЙЪбЁгУВюЖЏСЊНгдіЫйЛиТЗ;ЮЊСЫЪЙЫйЖШЛЛНгЦНЮШПЩПП,бЁгУааГЬЗЇПижЦЕФЫйЖШЛЛЯђЛиТЗ.
2. ЛЛЯђЛиТЗ
БОЯЕЭГЖдЛЛЯђЕФЦНЮШадвЊЧѓВЛЪЧКмИп,Ыљвд,бЁгУМлИёБШНЯЕЭЕФЕчДХЛЛЯђЗЇПижЦЕФЛЛЯђЛиТЗ.ЮЊСЫЗНБуКЭдіМгвКбЙМаНєжЇТЗ,бЁгУYаЭжаЮЛЛњФмЛЛЯђЗЇ.ЮЊСЫЗНБуВюЖЏСЊНг,бЁгУЮхЭЈЕчДХЛЛЯђЗЇ.ЮЊСЫПижЦЮЛжУОЋЖШ,ВЩгУЫРЕВПщМгЕчбЙМЬЕчЦїЕФааГЬжеЕузЊЛЛПижЦ.
[зЪСЯРДдДЃКhttp://Doc163.com]
3. ЗжЮігыМЦЫу
(1) вКбЙЯЕЭГЙЄПіЗжЮі
вКбЙИзИїЙЄзїНзЖЮИКдиFЮЊ:
F=(Ff+Fa)/ηm=ЃЈfs*G+G/g*a*R/ΔtЃЉ/ηm
Ff ОВдиКЩ Fa ЖЏдиКЩ fs ОВФІВСЯЕЪ§
α ЙиНкНЧЫйЖШ R ГнТжЗжЖШдВАыОЖ ηm ЙЄПіЯЕЪ§
ЃЈ2ЃЉЃЎвКбЙИзжївЊВЮЪ§
1ЃЉЁЂвКбЙИздкИїЙЄзїНзЖЮЕФбЙСІЮЊЃК
P=F/A1+A2/A1*Pb
A1_______________вКбЙЮоИЫЧЛУцЛ§
A2 ______ вКбЙИзгаИЫЧЛУцЛ§
Pb______________вКбЙИзбЙСІ
2ЃЉЁЂвКбЙИздкИїЙЄзїНзЖЮЕФЪфШыСїСПqvЮЊЃК
qv=A1 *V V ______ ЛюШћЕФдЫЖЏЫйЖШ
3ЃЉЁЂ вКбЙИздкИїЙЄзїНзЖЮЕФЪфШыЙІТЪPЮЊЃК
P=p*q
Ш§ЁЂвКбЙИзЕФбЁдё
1ЁЂвКбЙИзЕФНсЙЙЃК
ЃЈ1ЃЉЁЂДјгаЭтВПУмЗтзАжУЕФвКбЙИзЃЌУмЗтСуМўЃЈУмЗтШІЭаМмЃЌУмЗтШІЕШЃЉЬюгкЙЄзїИзБкЩЯВПЕФАМЙЕФкЃЌВЂгУЗЈРМбЙНєЬюСЯЃЌЗЈРМгУТнЫЈЙЬЖЈдгЙЄзїИзЕФЭЛдЕЩЯЁЃ
[зЪСЯРДдДЃКhttp://Doc163.com]
ЃЈ2ЃЉЁЂДјгаФкВПУмЗтзАжУЕФвКбЙИзЁЃЪЧдкИзЖЈЕФПЊЩЯЖЫЕФФкБэУцЩЯМгвЛЙЕВлЃЌУмЗтСуМўОЭЗХжУдкЙЕВлФкЃЌжљШћЕФГЄЖШБШНЯаЁЃЌдкИќЛЛУмЗтШІЪБЃЌПЩАбжљШћгыЕцЬЈВ№РыЃЌШЛКѓНЋжљШћЗХЯТжСЙЄзїИзЕзЃЌДЫЪБЦћИзЕФЩЯВПЙЕВлТЖГіБугкИќЛЛУмЗтШІЃЌетжжНсЙЙдкЕзбЙЪБЃЌУмЗтадНЯВюЁЃ
2ЃЎвКбЙИзЕФВФСЯЃК
вКбЙИзПЩвдЖЭжЦЃЌЮоЗьИжЙмКИжЦЃЌвВПЩвдгУж§ЬњЛђж§ННжЦЁЃвКбЙИзЮЊСЫБугкМгЙЄПЩгУПеаФЖЭМўЃЌЕЋЖЭМўдкМгЙЄЧАвЊОЙ§е§Л№ДІРэЃЌвдЯћГ§ФкгІСІКЭИФЩЦВФСЯkg/cm2ЛїЃЌЙЪОіЖЈВФСЯаэгУгІСІжЕЪБгІзЂвтДЫЕуЁЃвЊзМШЗЕибЁГідкИїжжЧщПіЯТашгУВФСЯЪЧНЯРЇФбЕФЃЌашвЊИљОнвКбЙИзЕФЪЙгУЬѕМўЃКШчвКбЙЃЌжљШћЫйЖШЃЌЙцИёГпДчЕФЯожЦЕШвђЫиРДКЯРэбЁдёЁЃ
ЃЈ1ЃЉЁЂЕБвКбЙ≥180—200kg/cm2 жљШћдЫЖЏЫйЖШ≥5cm/sЃЌЛђЕБвКбЙ≥150 kg/cm2 ,ЖјжљШћдЫЖЏЫйЖШ≥10 cm/sЃЌВЩгУЖЭИжвКбЙИзЁЃ
ЃЈ2ЃЉЁЂЕБвКбЙЃМ150 kg/cm2ЃЌжљШћдЫЖЏЫйЖШЃМ5cm/sЪБ ЃЌВЩгУж§ЬњвКбЙИзЛђЮоЗьИжЙмКИжЦвКбЙИзЁЃ
ЃЈ3ЃЉЁЂЕБвКбЙЃМ500 kg/cm2ЃЌЖјжљШћдЫЖЏЫйЖШЃМ5cm/sЪБЃЌВЩгУж§ИжвКбЙИзЁЃ
ЭЈГЃЪЙгУЕФВФСЯЮЊ35ЁЂ45КХгХжЪЬМЫиИжЁЃ20ЁЂ35ЁЂ45КХИжжЦЮоЗьZG35 ЁЂZG4ж§ИжЃЛЖжЮЛБШНЯЕЭМА вКбЙВЛГЌЙ§125kg/cm2ЕФвКбЙИз вВПЩвдЪЙгУHT35-61ЃЌHT40-80 ЁЃИпЧПЖШж§ЬњМАQT50-1.5ЧђФЋж§ЬњЁЃ
[РДдДЃКhttp://Doc163.com]
<Юх>ЁЂДЋЖЏЯЕЭГ
ЖЈаЭСђЛЏЛњдквЛИіСђЛЏжмЦкжаЃЌДЋЖЏЯЕЭГИїВПМўвРДЮГаЪмПЫЗўЖЈаЭЭтЬЅЕФСІЁЂКЯФЃЪБЕФдЄНєСІЁЂКсбЙСІЁЂЦєФЃЪБМАФЃаЭЭбРыЭтЬЅЕФСІЁЂЩЯЩ§КЭЯТЗеєЦћЪвЕФСІЕШЃЌЦфжавддЄНєСІЮЊзюДѓЃЌДЫЪБЕчЖЏЛњЯћКФЙІТЪвВзюДѓЁЃ
ФПЧАЖЈаЭСђЛЏЛњЕФДЋЖЏЯЕЭГвдЛњаЕСЌИЫЪНЮЊжїСїЃЌгавКбЙЪНЕФЃЌКѓепгУЕУНЯЩйЃЌврНЯМђЕЅЁЃ
дкЛњаЕЙЄзїЙ§ГЬжаЃЌШчЭтЬЅСђЛЏЃЌЭтЬЅЖЈаЭЛђдкЦфЫќЧщПіЯТЃЌдкЛњЦїЭЃЛњЪБЃЌБиаыБЃГжДЋЖЏЯЕЭГздЫјЃЌЫљвддкДЋЖЏЯЕЭГжазАгаЮЯТжЮЯИЫМѕЫйЦїЁЃЫќЦ№здЫјКЭЩВГЕзїгУЃЌСэЭтЃЌЮЊСЫЭЃГЕзМШЗКЭИќКУздЫјЃЌДЋЖЏЯЕЭГжавЛАузАгаздЫјЦїЁЃ
дкЦєФЃКЭБеФЃЙ§ГЬжаЃЌвЊЧѓЩЯФЃаЭЕФдЫЖЏЫйЖШЪЧПЩБфЕФЁЃзюГѕЗзЊКсСКЪБЫйЖШзюДѓЁЃЖјЫцзХФЃаЭНгНќХпЬЅЪБЃЌЫйЖШБиаыМѕТ§ЁЃЬиБ№ЪЧБеФЃЪБЃЌЮЊСЫБмУтВњЩњОчСвЕФзВЛїЃЌдкСНИіФЃаЭНгДЅЫВМфЃЌЫйЖШзюКУЮЊСуЁЃЧњБњСЌИЫЛњЙЙДЋЖЏЯЕЭГзюЗћКЯЩЯЪівЊЧѓЁЃ
1. ЧњБњСЌИЫЛђДЋЖЏзАжУжївЊгЩЕчЛњЁЂМѕЫйЯфЁЂКсСКЁЂСЌИЫЁЂЧњБњТжЕШзщГЩЁЃСЌИЫЩЯЖЫгаКсСКСЌИЫЯТЖЫгыЧњБњТжЕФЯњжсСЌНгЃЌгЩБњТжЭЈЙ§АыжсАВзАдкЛњМнЩЯЁЃЭЈГЃАыжсЪЧгыЧњБњТжЙЬЖЈдквЛЦ№ЃЌВЂЫцзХЦфвЛЦ№зЊЖЏЕФЃЌЕЋвВгаНЋАыжсвЛЖЫЙЬЖЈдкЛњМмЩЯЃЌСэвЛЖЫАВзАЧњБњТжЃЌЕБЧњБњТжзЊЖЏЪБЃЌАыжсШдОВжЙЕФЁЃетжжНсЙЙМѕЩйСЫдЫЖЏФЅВСЕФБэУцЛ§ЃЌЕЋЧњБњжЛЪЧаќБлЕижЇЗХдкАыжсЕФвЛЖЫЁЃЮШЖЈадКЭЙЄзїЬѕМўПЩФмНЯВюЃЌЬиБ№ЪЧЧњБњТжжсГаЕФЙЄзїЬѕМўИќВюЁЃЮЊСЫжЦдьКЭЮЌаоЗНБуКЭЬсИпЪЙгУаЇЙћЃЌдкдЫЖЏжсОБЕФФЅВСБэУцЩЯМгЩЯГФЬзЁЃ
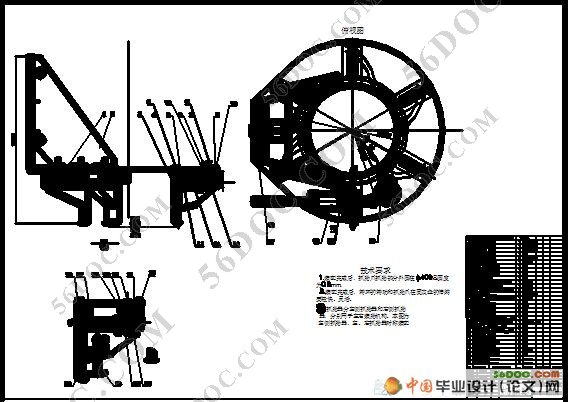
1. ЕчЖЏЛњ 2.ЮЯТжМѕЫйЦї3.аЁГнТж4.ИЈжњДѓГнТж
5.ИЈжњаЁГнТж6.ЧњБњГнТж7.СЌИЫ8.КсСК
ДЋЖЏТЗЯпШчЯТЃКЕчЖЏЛњ—ЮЯТжМѕЫйЦї—аЁГнТж—ИЈжњДѓГнТж—ИЈжњаЁГнТж—ЧњБњТж—СЌИЫЕНКсСКЁЃКсСКЩЯзАгаСЌИЫЃЌдкСЌИЫЩЯЙЬЖЈзХЙіТжЃЌЫќдкВрМЋЕФЙЕВлжаЙіЖЏЃЌгЩЙіТжБЃжЄКсСКАДЩЯЪѕЖЏзїдЫЖЏЃЌВЂЪЙЫќВЛа§зЊЁЃ
<Сљ>ЁЂЮЂЛњПижЦЯЕЭГЩшМЦ
ЖЈаЭСђЛЏЛњЕФздЖЏЛЏЫЎЦНЪЧНЯИпЕФЃЌвЛАуЖдФкЮТЁЂФкбЙМАеєЦћЪвФкЃЈЛђеєЦћМаЬзЃЉЕШЕФЮТЖШОљФмВтСПЁЂМЧТМгыПижЦЁЃећИіСђЛЏжмЦквргаВЩгУГЬађПижЦЕФЃЈАќРЈКѓГфЦјзївЕЃЉЃЌДЫЭтЛЙЩшгаЖЈаЭПижЦзАжУЃЌФЃаЭЧхНргыЭПИєРыМСзАжУЃЌНКФвдЄШШзАжУЃЌНКФваЙТЉМьВщЦїЃЌНКФвЪЙгУДЮЪ§МЧТМЦїЃЌАВШЋИЫгыбЙСІПЊЙиЃЈеєЦћЪвгаФкбЙЪБВЛФмДђПЊЃЉЕШЃЌЙЪЖЈаЭСђЛЏЛњЛљБОЩЯПЩВЛгУЪжВйзїЃЌжЛашвЊдкСђЛЏЛњЧАЕФДцЬЅЦїЕФЬЅзљФмБЃжЄЙЉгІЩњЬЅЃЌећИіжмЦкМДПЩздЖЏСЌајНјааЁЃ
АДЖЈаЭСђЛЏЛњЕФПижЦЗНЗЈПЩЗжЮЊЕЅЛњздПиКЭШКПиаЮЪНСНжжЁЃ
ФПЧАЃЌЕЅЛњздПидкЙњФкЭтЪЙгУНЯЮЊЦеБщЃЌЫќУЧЕФПижЦЭЈГЃгЩжїСюПижЦЃЈАќа§ЭЙТжКЭЮЂЛњПЊЙизщГЩЃЉЃЌЪБМфМЬЕчЦїЁЂЪБађПижЦЦїЁЂааГЬПЊЙиЁЂбЙСІПЊЙиМАМЬЕчЦїЁЂЕчДХЗЇдЊМўзщГЩЃЌгЩетаЉдЊМўРДЪЕЯжЃЌСђЛЏЙ§ГЬжаИїЙЄађЕФздЖЏПижЦЁЃ [РДдДЃКhttp://Doc163.com]
вЛЁЂ ЛљБОдРэ
Я№НКжЦЦЗЕФСђЛЏЙ§ГЬЃЌОЭЪЧНЋЦфЗХдквЛЖЈЮТЖШЃЌвЛЖЈбЙСІЕФСђЛЏФЃЧЛФкЃЌБЃГжвЛЖЈЕФЪБМфЃЌНјаавЛжжИпЗжзгЗДгІЃЌЯ№НКСђЛЏадКУЛЕ
ШЁОігкЦфЫљДяЕНЕФСђЛЏГЬЖШЁЃЙ§СђЛсЪЙВњВњЦЗЗЂДрЃЌЧЗСђЛЏЪЙВњЦЗЗЂШэЃЌБэУцГіЯж“АзЫЊ”ЁЃвђДЫЃЌдкЯ№НКжЦЦЗЩњВњЙ§ГЬжаЃЌСђЛЏЙЄвеЪЧБиВЛПЩЩйЕФживЊвЛЛЗЃЌвВЪЧЖдВњЦЗжЪжиДѓгАЯьЕФЙиМќвЛВНЁЃ
ЮЊСЫЪЙЯ№НКДяЕНадФмЕФзюМбЕФСђЛЏГЬЖШЃЌДЋЭГЕФзіЗЈЪЧЃЌЭЈЙ§ПижЦСђЛЏЪБМфРДЭъГЩећИіСђЛЏЙ§ГЬЃЌетвЛжжЗНЗЈГЦЮЊЖЈЪБСђЛЏЙЄвеЃЌЫќЪЧвдФЃЧЛФкЮТЖШКЭбЙСІКуЖЈзїЮЊЧАЬсЬѕМўЕФЁЃЕЋЪЧЮЊСЫНЕЕЭГЩБОЃЌЯ№НКГЇвЛАуВЩгУБЅКЭеєЦћзїЮЊШШНщжЪЕФЃЌгЩгкЩњВњзщжЏКЭЛЗОГЕФИДдгадЃЌвдМАФГаЉЛњаЕКЭЕчЦјЩшБИЕФЙЪеЯЃЌЪЙЕУФЃЗЖзїгУШШЙјТЏЕФеєЦћбЙСІОГЃВњЩњЛђДѓЛђаЁЕФВЈЖЏЃЌДгЖјетжжЙЉШШЯЕЭГВЛФмЪЙСђЛЏФЃЧЛФкЕФЮТЖШБЃГжВЛБфЁЃЖдгкДѓГЇРДНВЃЌЙјТЏДѓЃЌШШЙпадДѓЃЌМгЩЯВЩгУПЊЛЗЛђБеЛЗЮТЖШЮШЖЈЯЕЭГРДЕїНкБЅКЭШШеєЦћбЙСІЃЌЩаПЩМѕаЁЮТЖШВЈЖЏЕФЗљЖШЃЌЖјЖдгкаЁГЇРДНВЃЌетИіЮЪЬтОЭЯдЕУИќМгЭЛГіСЫЁЃЭЌЪБЃЌОЭЪЧЪБМфПижЦЃЌвВвђетбљФЧбљЕФдвђЖјВЛФмЕУЕНзМШЗБЃжЄЁЃвђДЫЃЌЖЈЪБСђЛЏЙЄвеВЛФмЪЕЯжзюМбСђЛЏЁЃ
ИљОнЯ№НКСђЛЏРэТлЃЌСђЛЏаЇгІЪЧКтСПНКСЯСђШЫГЬЖШЩюЧГЕФвЛИіГпЖШЁЃвђДЫЃЌжЛвЊЪЙЯ№НКжЦЦЗЛёЕУзюМбСђЛЏаЇгІЃЌОЭПЩЪЙЦфДяЕНзюМбСђЛЏГЬЖШЁЃЛљгкетжжЕШаЇСђЛЏИХФюРДПижЦЯ№НКжЦЦЗСђЛЏЙ§ГЬЕФЗНЗЈЃЌГЦЮЊЕШаЇСђЛЏЙЄвеЁЃ [зЪСЯРДдДЃКhttp://doc163.com]
дкСђЛЏЪЊЖШКуЖЈЕФЧщПіЯТЃЌСђЛЏаЇгІЃК
E=I•Ёїt=k(T-T0)/10•Ёїt
ЪНжаI—СђЛЏЧПЖШ
K—СђЛЏЪЊЖШЯЕЪ§
T—ДгЯ№НКжЦЦЗЬиЖЈВПЮЛЪЕВтЕУЕФСђЛЏЮТЖШ
Ёї t—СђЛЏЫљОРњЕФЪБМф
T0—ЙцЖЈСђЛЏЫљВЩгУЕФБъзМЮТЖШ
дквЛЖЈЗЖЮЇФкЃЌКіТдkЁЂβЫцTЕФЗЧЯпадБфЛЏЃЌвђЖјгаЗЖЕТЛєЗђЗНГЬ
E1=E2•K k(T-T0)/10
бЁT2=T0ЃЌвђЖјE2=ЁїtЃЌвђДЫЕШаЇСђЛЏЙЄвеПЩИљОнЮТЖШЕФБфЛЏЃЌЫцЪБМфЕїећСђЛЏЪБМфЃЌШЗБЃзюМбСђЛЏаЇгІЕФЪЕЯжЁЃ
ЖўЁЂ ЩшМЦЫМЯы
ЖЈаЭСђЛЏЛњжїДЋЖЏЯЕЭГЕФПижЦЃЌжївЊЪЧПижЦжїЕчЛњЕФЙЄзїЙ§ГЬЃЌЕБЛњаЕЪжАбЩњЬЅДцЗХКУКѓЃЌжїЕчЛња§зЊДјЖЏКсСККЯФЃЃЌЖЈЪБЦїT1бгЪБ15УыЃЌКЯФЃКѓНјааСђЛЏЃЌЖЈЪБЦїT0бгЪБ76ЗжжгЃЌЕУЕНзюМбСђЛЏТжЬЅЃЌжїЕчЛњгжПЊЪМЙЄзїЃЌДјЖЏКсСКПЊФЃЃЌЖЈЪБЦї
T2вВбгЪБ15УыЃЌШЛКѓетбљжиИДЯТШЅЃЌСђЛЏЕкЖўИіТжЬЅЃЌЮЊСЫАВШЋЦ№МћЃЌдкКсСКЕФМЋЯоЮЛжУзАЩЯЯоЮЛЦїЁЃ
Ш§ЁЂ гВМўЕФЩшМЦ
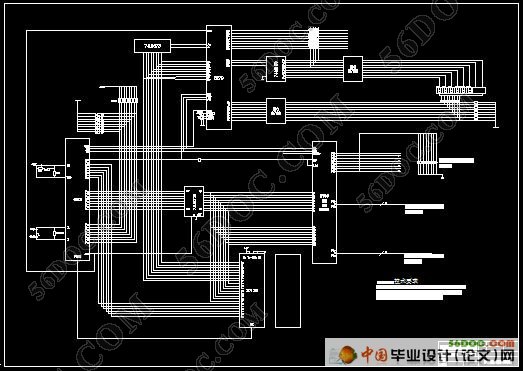
ЮЊБЃжЄжїЕчЛњЕФе§ЗДзЊЃЌжїЕчТЗжаНгШыСНИіНгДЅЦїKM1КЭKM2ЃЌдкПижЦЕчТЗжавВгаСНИіИЈжњДЅЕуKM1КЭKM2ЁЃдкПижЦЕчТЗжаЃЌПЩгУЕчЦјПижЦЃЌвВПЩгУЕЅЦЌЛњРДНјааПижЦЃЌЕЋЕЅЦЌЛњБОРДСњШЅТіОЭгаШяЦЌМЏГЩЖШЙ§ИпЃЌНсЙЙЩшМЦНєДеаЁЖјШЋЕФЬиЕуЃЌMCS—51ЕЅЦЌЛњдкМђЕЅЕФГЁКЯЯТгІгУЃЌМИКѕВЛашвЊдіМгЦфЫћЕФгВМўзЪдДЃЌОЭПЩЙЙГЩвЛИізюаЁгІгУЯЕЭГЃЌЪЙгУЗЧГЃЗНБуЁЃВЛЙ§ЖдгкИДдгЕФгІгУГЁКЯЃЌзюаЁгІгУЯЕЭГЭљЭљВЛФмТњЦкзувЊЧѓЃЌБиаыдкЦЌЭтРЉеЙЯргІЕФзЪдДЃЌЕЅЦЌЛњЕФЯЕЭГРЉеЙАќРЈГЬађФкДцДЂЦїROM/RAMЕФРЉеЙЃЌЪ§ОнДцДЂЦїЃЈRAMЃЉРЉеЙЃЌI/OРЉеЙЃЌЖЈЪБ/МЦЪ§РЉеЙЃЌжаЖЯЯЕЭГРЉеЙЃЌвдМАЦфЫћЬиЪтЙІФмЕФРЉеЙЁЃ
Я№НКСђЛЏЛњЕЅЦЌЮЂаЭЕчФдПижЦЦїЕФФЃФтЪфШыСПЮЊЮТЖШКЭФкбЙаХКХЃЌашA/DзЊЛЛЃЌДгОЋЖШПМТЧЃЌ8ЮЛОЭЙЛСЫЃЌЦфЫќЪфШыаХЮЊЃКЦ№ЖЏаХКХЃЌЩЯЯоЮЛжУаХКХЃЌКЭЯТЯоЮЛжУаХКХЁЃЦ№ЖЏаХКХгЩЛњаЕЪжЗХЭтЬЅЃЌРыПЊФЃзгКѓАДЖЏЕчХЅПЊЙиИјГіЃЌЕЅЦЌЛњжЛгаНгЪеЕНЦ№ЖЏаХКХВХФмПЊЪМСђЛЏЃЌВЂздЖЏДяЕНзюМбСђЛЏГЬЖШЃЌздЖЏПЊФЃНсЪјСђЛЏЙ§ГЬЁЃЩЯЁЂЯТЯоЮЛжУЯргІгкПЊЁЂКЯФЃЕФМЋЯоЮЛжУаХКХЃЌЯдШЛЃЌЦ№ФЃЮЛжУЩњШчВЛЙиЖЯЕчЖЏЛњЃЌНЋЪЙЕчЖЏЛњДІгкПЈЫРзДЖјЩеЛйЁЃЪфГіаХКХАќРЈЙЄЮЛЪБМфжЕЕФЯдЪОвдМАЕчЖЏЛњКЭЕчДХЗЇЕФПижЦЃЌЕчЖЏЛњЕФе§ЁЂЗДзЊКЭЭЃжЙЯргІгкКЯФЃЁЂПЊФЃЁЂЭЃЛњЁЃгЩЕчДХЗЇЕФЮќКЯЁЂЪЭЗХЯргІгкФкбЙЕФМгМѕЁЃ
ИљОнећИіЯЕЭГЖдI/OПкЕФвЊЧѓЃЌПижЦЦїЕФгВМўдРэШчЭМШчЪОЁЃЃЈМћЭМжНЃЉ
ЫФЁЂ ЕїЪдЗНЗЈ
БОПижЦЦїдкАВзАЕїЪджаЃЌжївЊЪЧПижЦЕчЖЏЛњЕФЙЄзїЪБМфМАе§ЁЂЗДзЊЃЌБрГЬВЛЪЧКмИДдгЃЌдкЦеЭЈЕФЕЅЦЌЛњжаЕїЪдОЭПЩвдСЫЁЃ
[РДдДЃКhttp://www.doc163.com]
5500зж [зЪСЯРДдДЃКhttp://www.doc163.com]